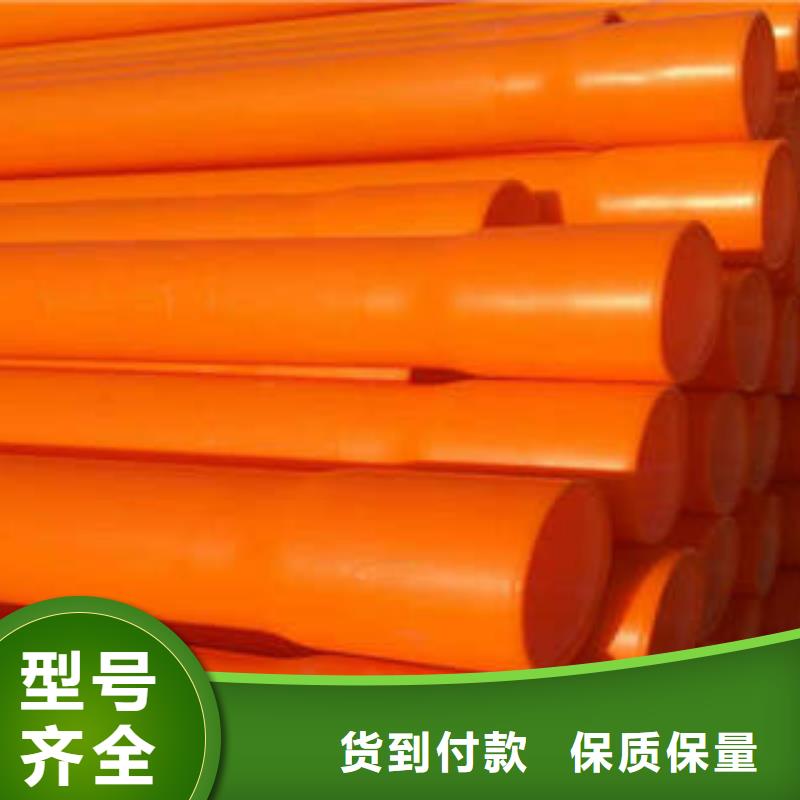


以下是:MPP電力管定制的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 顏色 橘紅 外觀 直管 定長 6/9/12 密度 0.91 原料 改性聚丙烯 牌號 8003 規格 50-250 環剛度 20KPA 維卡軟化 150 拉伸強度 25 斷裂伸長度 420 彎曲強度 36 MPP電力管定制,潤星電力管材有限公司(林芝分公司)為您提供MPP電力管定制的資訊,聯系人:王經理,電話:1500-6359263、15006359263,QQ:292543758,發貨地:閆樓工業區。 西藏自治區,林芝市 林芝市(Nyingchi),古稱“工布”,藏語音譯為“尼池”,寓意為“太陽寶座”,是西藏自治區下轄地級市,地處西藏東南部,素有“西藏江南”、“雪域明珠”等稱號。
為了讓您更好地體驗MPP電力管定制產品的卓越性能,我們特意制作了產品視頻。視頻內容豐富,展示了產品的每一個細節和特性。以下是:MPP電力管定制的圖文介紹西藏林芝CPVC電力管西藏林芝CPVC電力管的詳細介紹
穩定可靠優選廠家
MPP電力管熱熔器使用注意事項及熱熔方式技巧河南電力管MPP電力管熱熔器得使用MPP電力管熱熔器前的準備由河南電力管提供:檢查焊機的電源,液壓油,加熱板等是否滿足焊接要求。對銑刀和油泵開關等進行空車試運行。將與管材規格一致的卡瓦裝入機架。設定加熱板溫度至焊接溫度,一般的焊接溫度在225℃,氣溫較低時,可適當提高5-10℃。在加熱前,應用干凈的軟紙或布蘸酒精擦拭加熱板表面,清潔其油污,雜物等,但應注意不要劃傷PTFE(聚四氟乙烯)防粘層。MPP電力管(mpp管、MPP頂管、MPP拖拉管)熱熔器焊接注意事項:焊接面管材錯邊不超過管材壁厚的10%。氣溫低時,應適當提高加熱溫度和延長吸熱時間。
加熱壓力應分階段控制,加熱時壓力稍大,吸熱時壓力較小。當環境溫度低于﹣5℃或大風天氣時,應有保溫和防范措施。否則將嚴重影響焊接質量。下雨天氣不能進行管材焊接。焊縫冷卻時應自然冷卻,采用強制冷卻時,將影響管材焊接質量。加熱板表面及管端應經常用酒精清潔,確保加熱板表面無油污和水,及雜質。加熱板表面防粘層應不損傷,進行焊接前,應用干凈的綿紗或抹布擦拭管材端面的水,雜質和泥土。應保持焊接管材端面清潔。當待焊接管材端面有水汽時,在加熱前,應用加熱板烘烤管材端面至水汽完全蒸發為止,然后進行管材加熱。清潔管材端面時,應有人監督,以防管材合攏夾傷手。操作人員應培訓上崗。管材壁厚低于6mm時。
一般不采用熱熔對接。否則難以保證管材焊接質量。河南電力管MPP電力管熱熔器是怎么焊接管材的?管材兩端的污物。將管材置于機架卡瓦內,使兩端伸出的長度相當。管材機架以外的部份應有支撐物托起。使管材軸線與機架中心線處于同一高度,然后將卡瓦固定好。置入銑刀,銑削管材。直到管材兩端面均出現連續的切削后,撤掉壓力,讓銑刀空轉兩、三周后再退開活動架,關閉銑刀開關。切屑厚度應為0.1-1mm,通過調節銑刀片的高度調節切屑厚度。取出銑刀,合攏兩端管材。檢查端面對其情況。管材兩端錯位量不應超過管壁厚的10%,合攏時管材兩端面間沒有明顯間隙,縫隙寬度應符合下面規定:0.3mm(dn<225mm);0.5mm(225mm400mm)。西藏林芝潤星電力管材有限公司秉承對 CPVC電力管產品達到工藝品質的j i致追求,汲取 CPVC電力管領域嚴謹的工藝標準及管理哲學,引進精尖設備,打造制造基礎的硬實力;招募尖端人才,打造一支由管理人才、技術人才和營銷人才為一起的高素質團隊。本著“人才、技術、質量、服務”的先進管理理念,夯實企業基礎。注重把好“五關”:研發新產品品質關、原材料進廠品質關、制造過程品質關、成品出廠品質關、售后服務品質關。
潤星電力管材有限公司
MPP電力管定制_潤星電力管材有限公司(林芝分公司),固定電話:15006359263,移動電話:1500-6359263,聯系人:王經理,QQ:292543758,閆樓工業區 發貨到 西藏林芝市。














