

以下是:云浮市羅定市精密鋼管批發(fā)品類齊全的產(chǎn)品參數(shù)
產(chǎn)品價格 電議 發(fā)貨期限 電議 供貨總量 電議 運費說明 電議 范圍 精密鋼管批發(fā)精密管供應(yīng)范圍覆蓋廣東省 云浮市 云城區(qū)、新興縣、郁南縣、云安區(qū)、羅定市等區(qū)域。 【通圓】為您提供云城精密管精選好貨、新興精密管產(chǎn)品性能、郁南精密管現(xiàn)貨直發(fā)、云安精密管源廠供貨等多元產(chǎn)品與服務(wù)。精密鋼管批發(fā)品類齊全,通圓鋼管制造(羅定市分公司)tygg33160-76為您提供精密鋼管批發(fā)品類齊全的資訊,聯(lián)系人:張經(jīng)理,發(fā)貨地:開發(fā)區(qū)匯通物流園向東一公里。 廣東省,云浮市,羅定市 羅定市,古稱瀧州、瀧水,廣東省轄縣級市,由云浮市代管,位于廣東省西部,西江之南,是溝通廣東與大西南便捷的通道之一,地處珠江—西江經(jīng)濟(jì)帶、粵港澳大灣區(qū)與北部灣城市群三大經(jīng)濟(jì)區(qū)的交匯處。全市總面積2327.5平方千米。截至2021年,羅定市轄17個鎮(zhèn)、4個街道和1個農(nóng)場。市人民政府駐羅城街道。2022年末,羅定市常住人口為94.33萬人。
以下是我們上傳的精密鋼管批發(fā)品類齊全實拍視頻,您可以點擊觀看。
以下是:云浮羅定精密鋼管批發(fā)品類齊全的圖文介紹
精密鋼管是一種通過冷拔或熱軋?zhí)幚砗蟮囊环N高精密的鋼管材料。由于精密鋼管內(nèi)外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴(kuò)口、壓扁無裂縫等優(yōu)點,所以主要用來生產(chǎn)氣動或液壓 元件的產(chǎn)品,如氣缸或油缸,可以是無縫管,也有焊接管。
主要生產(chǎn)鋼管牌號:10、20、35、45 、40cr、42crmo等
精密鋼管高尺寸精度高、管內(nèi)外表面光潔度,鋼管熱處理后內(nèi)外表面均無氧化膜,鋼管擴(kuò)口、壓扁無裂痕、冷彎不變形,并能承受高壓,能作各種復(fù)雜變形及機(jī)械深加工處理。
經(jīng)協(xié)商,也可供應(yīng)其它牌號的精密無縫鋼管。
主要生產(chǎn)基地:山東、江蘇、河北等。
精密鋼管的生產(chǎn)流程和普通的無縫管一樣,就是多了道后酸洗冷軋的程序。
精密鋼管工藝流程
管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗鈍化——修磨——潤滑風(fēng)干——冷軋——去油——切頭——檢驗——標(biāo)識——成品包裝
特點:
1.外徑更小。
2.精度高可做小批量生。
3.冷拔成品精度高,表面質(zhì)量好。
4.鋼管橫面積更復(fù)雜。
5.鋼管性能更優(yōu)越,金屬比較密。
3.冷拔成品精度高,表面質(zhì)量好。
4.鋼管橫面積更復(fù)雜。
5.鋼管性能更優(yōu)越,金屬比較密。
精密鋼管計算公式::[(外徑-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
前奏
真空退火優(yōu)質(zhì)彈簧鋼、工具鋼、精密鋼管的絲材,不銹鋼制品及鈦合金材,作光亮退火均可采用真空處理。退火溫度愈低,則要求真空度愈高。為防止鉻的蒸發(fā)及加速熱傳導(dǎo),一般采用載氣加熱(保溫)法,并注意對不銹鋼和鈦合金不宜用氮而應(yīng)采用氬氣。
過程
真空淬火真空淬火爐按冷卻方法分為油淬和氣淬兩類,按工位數(shù)分為單室式和雙室式,904山\畏嘲均屬周期式作業(yè)爐。真空油淬爐都是雙室的,后室置電加熱元件,前室的下方置油槽。工件完成加熱、保溫后移入前室,關(guān)閉中門后向前室充入惰性氣至大約2.66%26times;lO ~1.01%26times;10 Pa(200~760mm柱),入油。油淬易引起工件表面變質(zhì)。由于表面活性大,在短暫的高溫油膜作用下即可發(fā)生顯著薄層滲碳,此外,碳黑和油在表面的粘附對簡化熱處理流程很不利。真空淬火技術(shù)的發(fā)展主要在于研制性能優(yōu)良、工位單一的氣冷淬火爐。前述雙室式爐亦可用于氣淬(在前室噴氣冷卻),但雙工位式的操作使大批量裝爐的生產(chǎn)發(fā)生困難,也易在高溫移動中引起工件變形或改變工件方位增加淬火變形。單一工位的氣冷淬火爐是在加熱保溫完成后在加熱室內(nèi)噴氣冷卻。氣冷的冷速不如油冷快,也低于傳統(tǒng)淬火法中的熔鹽等溫、分級淬火。因而,不斷提高噴冷室壓力,增大流量,以及采用摩爾質(zhì)量比氮和氬小的惰性氣體氦和氫,是當(dāng)今真空淬火技術(shù)發(fā)展的主流。70年代后期將氮氣噴冷的壓力從(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷卻能力接近于常壓下的油冷。80年代中期出現(xiàn)超高壓氣淬,用(10~20)%26times;10Pa的氦,冷卻能力等于或略高于油淬,已進(jìn)入工業(yè)實用。90年代初采用40%26times;10Pa的氫氣,接近水淬的冷卻能力,尚處于起步階段。工業(yè)發(fā)達(dá)已進(jìn)展到以高壓(5~6)%26times;10。Pa氣淬為主體,而中國產(chǎn)氣淬一些金屬的蒸氣壓(理論值)與溫度的關(guān)系則尚處于一般加壓氣淬(2%26times;10Pa)型階段。
結(jié)果真空滲碳為真空滲碳一淬火工藝曲線。在真空中加熱到滲碳溫度并保溫使表面凈化、活化之后,通入稀薄滲碳富化氣(見控制氣氛熱處理),在大約1330Pa(10T0rr)負(fù)壓下進(jìn)行滲入,然后停氣(降壓)進(jìn)行擴(kuò)散。滲碳后的精密鋼管淬火采用一次淬火法,即先停電,通氮冷卻工件至臨界點A,、以下,使內(nèi)部發(fā)生相變,再停氣、開泵,升溫到Ac1,~Accm之間。淬冷方法可采用氣冷或油冷。后者為奧氏體化后移入前室,充氮至常壓,入油。真空滲碳的溫度一般高于普通氣體滲碳,常采用920~1040℃滲入和擴(kuò)散可按所示分兩階段,也可用脈沖式通氣、停氣,多段式的滲一擴(kuò)相間,效果更好。由于溫度高,尤其表面潔凈、有活性,真空滲碳層形成速度比普通氣體、液體和固體滲碳快,如要求滲層為1mm時,在927℃只需5h,而1033℃僅需1h。
取兩塊式樣,一塊用于研究不同形變程度對硬度的影響,另一塊研究不同溫度對性能的影響。
冷變形強(qiáng)化在實際生產(chǎn)中具有重要的意義。首先這是一種重要的強(qiáng)化材料的手段,尤其對用熱處理不能強(qiáng)化的材料來說,顯得更為重要。其次,冷變形強(qiáng)化有利于金屬的變形均勻。因為無錫精密鋼管的變形部分產(chǎn)生硬化,將使變形向未變形或變形較少的部分繼續(xù)發(fā)展。第三,冷變形強(qiáng)化可以提高構(gòu)件在使用過程中的性,構(gòu)件一旦超載,產(chǎn)生塑性變形,由于強(qiáng)化作用,可防止構(gòu)件突然斷裂。但是,冷變形強(qiáng)化也給無錫精密鋼管的繼續(xù)變形帶來困難,甚至出現(xiàn)裂紋。因此,在無錫精密鋼管變形和加工過程中常進(jìn)行"中間退火",以它的不利影響。
熱軋精密鋼管用連鑄圓管坯板坯或初軋板坯作原料,經(jīng)步進(jìn)式加熱爐加熱,高壓水除鱗后進(jìn)入粗軋機(jī),粗軋料經(jīng)切頭、尾、再進(jìn)入精軋機(jī),實施計算機(jī) 控制軋制,終軋后即經(jīng)過層流冷卻和卷取機(jī)卷取、成為直發(fā)卷。直發(fā)卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內(nèi)徑為760mm。將直發(fā)卷經(jīng)切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產(chǎn)品。熱軋精整卷若經(jīng)酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。
精密鋼管的生產(chǎn)流程和普通的無縫管一樣,就是多了道后酸洗冷軋的程序。
精密鋼管工藝流程
管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗鈍化——修磨——潤滑風(fēng)干——冷軋——去油——切頭——檢驗——標(biāo)識——成品包裝
特點:
1.外徑更小。
2.精度高可做小批量生。
3.冷拔成品精度高,表面質(zhì)量好。
4.鋼管橫面積更復(fù)雜。
5.鋼管性能更優(yōu)越,金屬比較密。
3.冷拔成品精度高,表面質(zhì)量好。
4.鋼管橫面積更復(fù)雜。
5.鋼管性能更優(yōu)越,金屬比較密。
精密鋼管計算公式::[(外徑-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
前奏
真空退火優(yōu)質(zhì)彈簧鋼、工具鋼、精密鋼管的絲材,不銹鋼制品及鈦合金材,作光亮退火均可采用真空處理。退火溫度愈低,則要求真空度愈高。為防止鉻的蒸發(fā)及加速熱傳導(dǎo),一般采用載氣加熱(保溫)法,并注意對不銹鋼和鈦合金不宜用氮而應(yīng)采用氬氣。
過程
真空淬火真空淬火爐按冷卻方法分為油淬和氣淬兩類,按工位數(shù)分為單室式和雙室式,904山\畏嘲均屬周期式作業(yè)爐。真空油淬爐都是雙室的,后室置電加熱元件,前室的下方置油槽。工件完成加熱、保溫后移入前室,關(guān)閉中門后向前室充入惰性氣至大約2.66%26times;lO ~1.01%26times;10 Pa(200~760mm柱),入油。油淬易引起工件表面變質(zhì)。由于表面活性大,在短暫的高溫油膜作用下即可發(fā)生顯著薄層滲碳,此外,碳黑和油在表面的粘附對簡化熱處理流程很不利。真空淬火技術(shù)的發(fā)展主要在于研制性能優(yōu)良、工位單一的氣冷淬火爐。前述雙室式爐亦可用于氣淬(在前室噴氣冷卻),但雙工位式的操作使大批量裝爐的生產(chǎn)發(fā)生困難,也易在高溫移動中引起工件變形或改變工件方位增加淬火變形。單一工位的氣冷淬火爐是在加熱保溫完成后在加熱室內(nèi)噴氣冷卻。氣冷的冷速不如油冷快,也低于傳統(tǒng)淬火法中的熔鹽等溫、分級淬火。因而,不斷提高噴冷室壓力,增大流量,以及采用摩爾質(zhì)量比氮和氬小的惰性氣體氦和氫,是當(dāng)今真空淬火技術(shù)發(fā)展的主流。70年代后期將氮氣噴冷的壓力從(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷卻能力接近于常壓下的油冷。80年代中期出現(xiàn)超高壓氣淬,用(10~20)%26times;10Pa的氦,冷卻能力等于或略高于油淬,已進(jìn)入工業(yè)實用。90年代初采用40%26times;10Pa的氫氣,接近水淬的冷卻能力,尚處于起步階段。工業(yè)發(fā)達(dá)已進(jìn)展到以高壓(5~6)%26times;10。Pa氣淬為主體,而中國產(chǎn)氣淬一些金屬的蒸氣壓(理論值)與溫度的關(guān)系則尚處于一般加壓氣淬(2%26times;10Pa)型階段。
密鋼管的制造,需要將胚料送入熔爐內(nèi)進(jìn)行加熱,溫度在一千二左右。主要以氫氣作為燃料,在加熱過程中,爐內(nèi)溫度的控制是為重要的部分,需要將溫度控制在一個額定的范圍內(nèi),這樣才能保證制造出的精密鋼管能夠擁有更加穩(wěn)定的物理性能。加熱完成之后,需要通過噴水的方式來冷卻,因為在冷卻之后鋼管就要被矯直了,這樣就能看到精密鋼管的基本雛形了,整個制造流程還是比較復(fù)雜的。
目前在我國主要的精密鋼管生產(chǎn),主要集中在成都、河北、山東和江蘇,在氣動元件、汽車、石化、電力和船只等等領(lǐng)域中,都用途廣泛。
大家都知道鋼管要是放著露天久了,或者有什么摩擦,不銹鋼表面的氧化層就會損傷,然后在潮濕的空氣環(huán)境下就會被氧化生銹。所以鋼管要盡量放在密封的地方。 但是精密鋼管就具備得天獨厚的優(yōu)勢,因為它的表面不易被氧化,這主要和組成精密鋼管的原材料是分不開的。精密不銹鋼管是靠其表面形成的一層極薄而堅固細(xì)密的穩(wěn)定的富鉻氧化膜(防護(hù)膜),防止氧原子的繼續(xù)滲入、繼續(xù)氧化,而獲得抗銹蝕的能力。 精密鋼管的表明渡化膜中耐腐蝕性比較弱的部分會因為自激反應(yīng)形成點腐蝕反應(yīng),生產(chǎn)小小的孔,會和接近的氯離子容成很強(qiáng)的腐蝕性的溶液,加快腐蝕的速度。再加上不銹鋼內(nèi)部的晶間腐蝕開裂,都會對不銹鋼板的表面的渡化膜進(jìn)行破壞。因此,對精密鋼管的表層要進(jìn)行一定層次的清潔保養(yǎng),來更好的延長精密鋼管的使用壽命
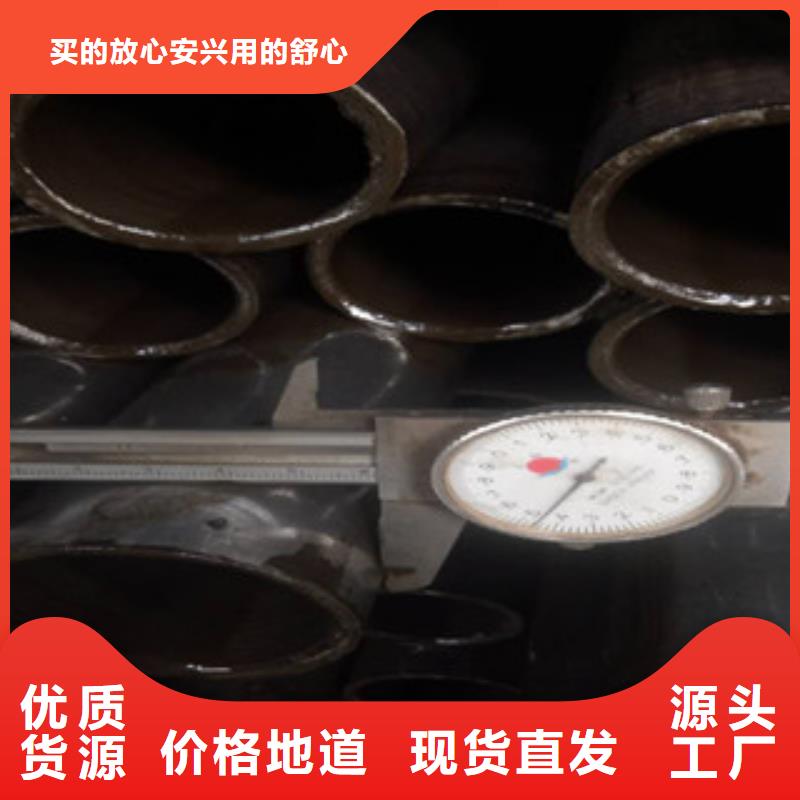
如果選擇了普通的鋼管,那么你所訂購的鋼管,與你所收到的鋼管,型號方面會出現(xiàn)很大的誤差。甚至在一條鋼管上的不同部分,內(nèi)徑或者是壁厚,都會出現(xiàn)很大的差距。這樣的管道,在使用的過程中,肯定會帶來很多的問題。但是精密鋼管不同,這種鋼管對于管道,任何部分的標(biāo)準(zhǔn),都有非常嚴(yán)格的要求。雖然精密鋼管,同樣也是無法,管道每個方面的尺寸,都完全符合這個標(biāo)準(zhǔn)。但是精密鋼管,卻是可以將誤差,控制在一個,非常小的范圍以內(nèi)。在一般情況下,這個誤差都不會超過兩個標(biāo)準(zhǔn)的單位,這對于大多數(shù)行業(yè)來說,就已經(jīng)足夠了。
冷軋方式生產(chǎn)精密管的優(yōu)越特點有那些? 用精密管制造環(huán)形零件,可提高材料利用率,簡化制造工序,節(jié)約材料和加工工時,如滾動軸承套圈、千斤頂套等,目前已廣泛用精密管來制造。精密管廣泛地被用作機(jī)械工業(yè)用管(主要是液壓與氣動缸體管、液壓輸油管、汽車傳動軸管和半軸套管、軸承鋼管、皮帶傳送托輥管、印染輥管等)、石油地質(zhì)工業(yè)用管(油泵管、鉆探管、油管、套管、鉆桿等)、化工用管(石油裂化管、化肥用高壓管、化工設(shè)備及管道用管)、電站鍋爐和熱交換器管等。采用新技術(shù)、冷軋方式生產(chǎn)精密管──液壓缸體與傳統(tǒng)的切削工藝比較,具有以下特點:
(1)生產(chǎn)效率高:用傳統(tǒng)的方法生產(chǎn)一根內(nèi)徑420毫米,12米長的缸筒需154小時,用冷軋方法生產(chǎn)只需4分鐘。 (2)率高:由于鏜孔的滾壓頭兼起導(dǎo)向作用,在切削過程中,毛坯管由于自重產(chǎn)生撓度,致使?jié)L壓頭和鏜刀走偏,造成廢品。率只能達(dá)到60%左右,而用冷軋方法生產(chǎn),率可達(dá)95%以上。 (1)生產(chǎn)效率高:用傳統(tǒng)的方法生產(chǎn)一根內(nèi)徑420毫米,12米長的缸筒需154小時,用冷軋方法生產(chǎn)只需4分鐘。 (3)金屬利用率高:用傳統(tǒng)的鏜孔方法制造缸體,金屬利用率只有50-70%。用拉軋方法生產(chǎn)時,金屬不但不被切削成鐵末,反而可以得到30%的延伸,金屬利用率可達(dá)95%。
(4)能改善成品管金屬的機(jī)械性能:用拉軋方法生產(chǎn),使毛坯得到30%以上的塑性變形,由于加工硬化而使成品管金屬的強(qiáng)度限大為提高。一般在成品管內(nèi)層強(qiáng)度限提高達(dá)60%。 精密管是一種新型高技術(shù)節(jié)能產(chǎn)品。近年來,采用本項技術(shù)生產(chǎn)的精密鋼管已廣泛地應(yīng)用于國內(nèi)液壓、氣動缸,煤炭井下支架(支柱),石油泵管,千斤頂?shù)戎圃祛I(lǐng)域。精密管的推廣應(yīng)用對節(jié)約鋼材,提高加工工效,節(jié)約能源,減少液壓缸、氣缸加工設(shè)備投資有重要意義。
高精度冷軋管是指內(nèi)、外徑尺寸精度(公差范圍)嚴(yán)格,內(nèi)外表面光潔度、圓度、直度良好,壁厚均勻的精密鋼管。該產(chǎn)品經(jīng)稍加珩磨后,可直接用作液壓、氣動缸缸體管。而傳統(tǒng)的液壓、氣動缸缸體管的生產(chǎn)工藝,是用熱軋無縫鋼管,采用鏜孔──滾壓聯(lián)合的切削工藝,生產(chǎn)過程中,大量金屬被切成切屑浪費了,同時還消耗大量電能。隨著我國工業(yè)技術(shù)的發(fā)展,液壓缸技術(shù)得到廣泛的應(yīng)用,據(jù)不完全統(tǒng)計,全國每年需要各種規(guī)格的液壓缸體約380萬米,沿用老的工藝技術(shù)生產(chǎn)液壓缸體,已很難適應(yīng)生產(chǎn)發(fā)展的需要。
云浮羅定通圓鋼管制造有限公司投入大量資源拓展研發(fā)團(tuán)隊,實現(xiàn) 精密管從研發(fā)到生產(chǎn),以及 精密管的服務(wù)。我們提供各種創(chuàng)新,高質(zhì)量,具有成本效益的可持續(xù) 精密管產(chǎn)品以及服務(wù),以滿足不同地區(qū)不同場景的特定需求。
點擊查看通圓鋼管制造(羅定市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
精密鋼管批發(fā)品類齊全,通圓鋼管制造(羅定市分公司)專業(yè)從事精密鋼管批發(fā)品類齊全,聯(lián)系人:張經(jīng)理,發(fā)貨地:開發(fā)區(qū)匯通物流園向東一公里,以下是精密鋼管批發(fā)品類齊全的詳細(xì)頁面。
品類齊全")
品類齊全")
品類齊全")
品類齊全")
品類齊全")
品類齊全")
品類齊全")
品類齊全")
品類齊全")
品類齊全")
品類齊全")