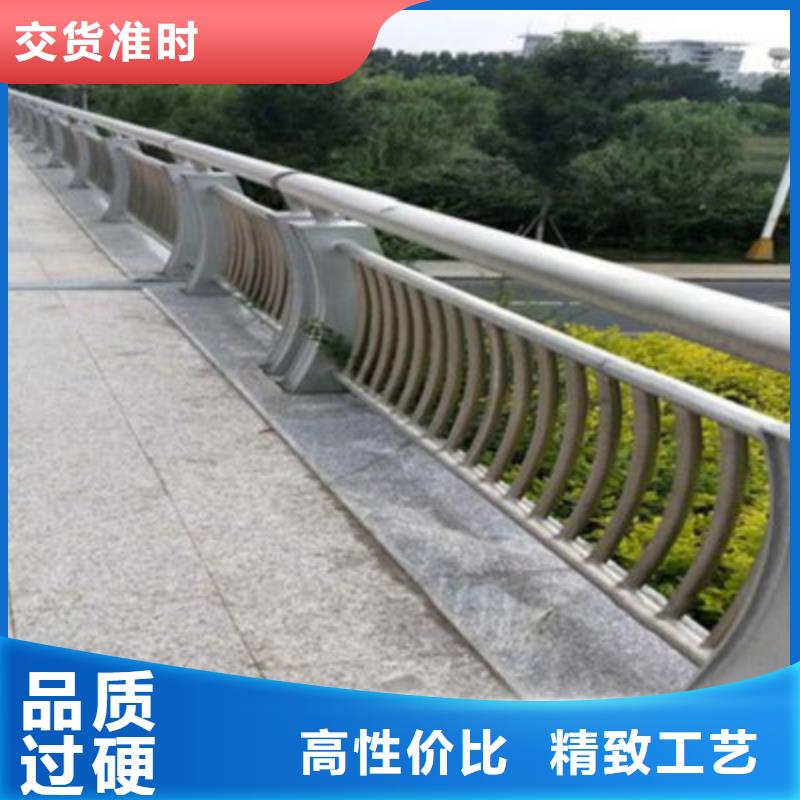



以下是:不銹鋼復合管護欄直供的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 品牌 珺豪 產地 山東 規格 齊全 在河南省漯河市采買不銹鋼復合管護欄直供到珺豪金屬制品(漯河市分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:胡經理-【15615075113】,地址:《經濟開發區匯通物流園》。 河南省,漯河市 2022年,漯河市地區生產總值1812.9億元,比上年增長5.2%。
想了解不銹鋼復合管護欄直供產品的更多信息?一部視頻,讓你輕松get到所有重點!
以下是:不銹鋼復合管護欄直供的圖文介紹
交通運輸(2011-2015年)發展規劃提出,到2015年末,公路客貨運量分別達到400億人次和300億噸,規模也將進一步擴大,公路總里程將達到450萬公里,高速公路總里程將達到8萬公里,覆蓋90%以上的城鎮人口超20萬的城市。 今年初以來,各省都有多項高速公路建設項目開工,一些省份還追加了今年對高速公路項目的投資。這表明。高速公路建設仍處于一個高速發展的階段。按交通運輸發展規劃要求,到2015年末,公路總里程將達到450萬公里,高速公路總里程將達到8萬公里,覆蓋90%以上的城鎮人口超20萬的城市。 有業內人士推測,后兩年,高速公路護欄用鋼預計將增長37%。可以預計,建設將為冷彎型鋼護欄產品的發展帶來機遇。高速公路護欄用鋼存機遇高速公路用鋼的主體是高速公路護欄、公路橋梁、涵洞和護坡,一般路基用鋼很少。 下面為大家介紹一下公路護欄安裝的注意事項:公路護欄在施工時應準確掌握各種設施的資料,是埋設于路基中各種管道的準確位置,在施工過程中不允許對地下設施造成任何破壞。當立柱打入過深時,不得將立柱拔出矯正,需將其基礎重新夯時后再打入,或立柱位置。
對于內襯不銹鋼復合管焊接時,先對破口進行封底焊接,便復層與基層不會脫離,封底焊接可接增加接頭不銹鋼層的厚度,使接頭對錯邊,氣孔等缺陷不,增強耐蝕能力.采用.弧焊封焊、打底和熱焊、孚電弧焊填充和蓋面的焊接方法,在適當的工藝參數,并采取適當的工藝措施,可保證接頭的性能。 內襯不銹鋼復合管欄桿有什么優點1、具有良好的機械性能;由于內外兩層均為金屬材料,所以其抗壓、抗沖擊性強,抗拉強度大,伸長率高,彈性模量值高,熱系數小,尤其適宜高層建筑給水的立管與支管及地埋敷設用。 如何控制不銹鋼復合管的焊接質量不銹鋼復合管是一種新型金屬復合材料,具有不銹鋼抗腐蝕和卓越美麗的外表及抗彎強度和抗沖擊性。但由于它是將不銹鋼板先卷制焊接,再與碳鋼管一起冷拔而成,其基層與復層之間具有一定的空隙,這給焊接施工造成很大的困難。 那么不銹鋼復合管有哪兩種焊接措施呢首先是用磨光機制備正常坡口,但人挑選管內徑差異不超過0.5毫米的復合管組對,用氬弧焊打底,但焊肉嚴禁超過復合層厚度。利用焊接過程的加熱,使復合層與基層之間的油或銹產生的氣體充分從坡口處的間隙蒸發溢出,過渡層焊肉也不得超過復合層厚度,第三第四道為正常焊接。
不銹鋼復合管焊接要點及注意事項
不銹鋼復合焊接要領
1.采用帶有高頻、脈沖裝置的氬弧焊機焊接,氣體保護措施與焊純不銹鋼一樣,鎢極焊針用Ф1.6㎜,焊絲用Ф0.8~Ф1.2㎜,牌號HOCr2NN(即304焊絲),焊接電流點焊時可稍大40~50A,連焊時控制20~40A,焊接速度一般15~25㎝/min.
2.將對焊處兩端磨坡口。
3.采用低電壓小電流(20A~30A),氬氣調節到0.5Mpa左右,對復合管聯接處進行填焊,對需要透焊的復合管,采用兩次焊接方式,先將內層碳素鋼管焊好,再將表層不銹鋼層焊接(兩次焊接均采用氬弧焊),在焊接過程中,若發現穿孔,咬邊等缺陷,說明電流偏大,可調小。如管材焊不透,則電流偏小,可適當調大。其余如“╗”型或“╦”型的焊接法同焊純不銹鋼差不多,主要是坡口要好配合恰當,不要太大,一般在1㎜之內間隙。
4.復合管焊好后,先用砂輪片打磨,再用80~320目的千頁輪磨平,如有需要再用布輪加臘拋光即可。因復合管表層不銹鋼壁厚在0.3~0.6㎜左右,應注意不要過份打磨,否則很容易將不銹鋼表層磨破露出鋼管,這樣就需要修補,加大了工作量.可在施工前先切一小段試焊,熟悉一下,一般能焊純不銹鋼薄壁管經驗較豐富的工人在半天內即可掌握焊接要領.。
不銹鋼復合管焊接要點及注意事項
1.采用垂直外特性的電源,直流時采用正極性(焊絲接負極)。
2.不銹鋼復合管利用氬弧焊焊接,具有焊縫成型美觀,焊接變形量小的特點。
3.保護氣體為氬氣,純度為99.99%。當焊接電流為50~50A時,氬氣流量為8~0L/min,當電流為50~250A時,氬氣流量為2~5L/min。
4.鎢極從氣體噴嘴突出的長度,以4~5mm為佳,,在角焊等遮蔽性差的地方是2~3mm,在開槽深的地方是5~6mm,噴嘴至工作的距離一般不超過5mm。
5.為防止焊接氣孔之出現,焊接部位如有鐵銹、油污等務必清理干凈。
6.焊接電弧長度,焊接普通鋼時,以2~4mm為佳,而焊接不銹鋼時,以~3mm為佳,過長則保護效果不好。
7.對接打底時,為防止底層焊道的背面被氧化,背面也需要實施氣體保護。
8.為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80~85°角,填充焊絲與工件表面夾角應盡可能地小,一般為0°左右。
9.防風與換氣。有風的地方,務請采取擋網的措施,而在室內則應采取適當的換氣措施。
不銹鋼復合管護欄焊接要領
1.采用帶有高頻、脈沖裝置的氬弧焊機焊接,氣體保護措施與焊純不銹鋼一樣,鎢極焊針用Ф1.6㎜,焊絲用Ф0.8~Ф1.2㎜,牌號HOCr2NN(即304焊絲),焊接電流點焊時可稍大40~50A,連焊時控制20~40A,焊接速度一般15~25㎝/min。焊接時要保護氣體為氬氣,純度為99.99%。當焊接電流為50~50A時,氬氣流量為8~0L/min,當電流為50~250A時,氬氣流量為2~5L/min。鎢極從氣體噴嘴突出的長度,以4~5mm為佳,,在角焊等遮蔽性差的地方是2~3mm,在開槽深的地方是5~6mm,噴嘴至工作的距離一般不超過5mm
2.將對焊處兩端磨坡口,為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80~85°角,填充焊絲與工件表面夾角應盡可能地小,一般為0°左右。。
3.采用低電壓小電流(20A~30A),氬氣調節到0.5Mpa左右,對復合管聯接處進行填焊,對需要透焊的復合管,采用兩次焊接方式,先將內層碳素鋼管焊好,再將表層不銹鋼層焊接(兩次焊接均采用氬弧焊),在焊接過程中,若發現穿孔,咬邊等缺陷,說明電流偏大,可調小。如管材焊不透,則電流偏小,可適當調大。其余如“╗”型或“╦”型的焊接法同焊純不銹鋼差不多,主要是坡口要好配合恰當,不要太大,一般在1㎜之內間隙。
4.復合管焊好后,先用砂輪片打磨,再用80~320目的千頁輪磨平,如有需要再用布輪加臘拋光即可。因復合管表層不銹鋼壁厚在0.3~0.6㎜左右,應注意不要過份打磨,否則很容易將不銹鋼表層磨破露出鋼管,這樣就需要修補,加大了工作量.可在施工前先切一小段試焊,熟悉一下,一般能焊純不銹鋼薄壁管經驗較豐富的工人在半天內即可掌握焊接要領.。
河南漯河珺豪金屬制品有限公司投資進行科研攻關,擁有一批技術骨干,專業設計生產我們的 不銹鋼復合管護欄廠家產品,我們每一道生產工序都嚴格按照標準進行,并由專業技術人員進行檢查、把關,保證產品的質量全部通過ISO 9000認證,是人們信賴的 不銹鋼復合管護欄廠家廠家。
您是想要在河南省漯河市采購高質量的不銹鋼復合管護欄直供產品嗎?珺豪金屬制品(漯河市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的不銹鋼復合管護欄直供產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:胡經理-【15615075113】,地址:《經濟開發區匯通物流園》。












