

以下是:寧夏彎頭管件-為您服務的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 11 5 范圍 彎頭管件-為您服務供應范圍覆蓋寧夏 銀川等區域。 【中儲華營】以匠心打造多元場景產品,涵蓋銀川無縫鋼管源頭把關放心選購等。今年在寧夏購買彎頭管件-為您服務有了新選擇,中儲華營金屬材料(寧夏分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的彎頭管件-為您服務產品。如需購買或咨詢,請隨時聯系我們,聯系人:張經理,地址:天津市北辰區雙街鎮開發區雙江道58號。 寧夏回族自治區 元至元二十四年(1287年),設寧夏府路,寧夏由此得名。寧夏回族自治區是中華民族遠古文明發祥地之一。早在3萬年前的舊石器時代就有人類在這里生息繁衍,黨項族首領李元昊在此建立了西夏王朝,并形成了西夏文化。寧夏的水洞溝遺址是三萬年前舊石器時代的遺址。寧夏還是中國長城博物館,從戰國長城到明長城的古長城遺址,在寧夏都有分布。寧夏還是紅色土地、紅軍長征會師地、陜甘寧革命舊址等,既有秀美的風光,又有深厚的歷史文化底蘊,古今素有“塞上江南”之美譽。
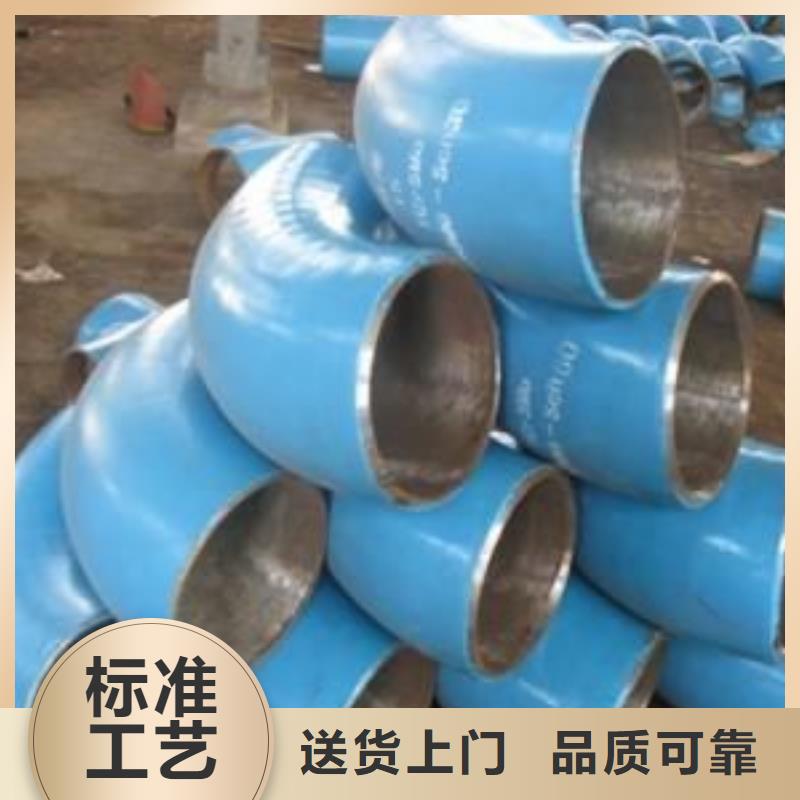
彎頭管件-為您服務的詳細視頻已經上傳,通過視頻,您可以更深入地了解產品的功能和特點。以下是:寧夏彎頭管件-為您服務的圖文介紹
碳鋼彎頭是改變碳鋼管道上管路方向的金屬管件。連接方式有絲扣及焊接。按角度分,有45°及90°180°三種常用的,另外根據工程需要還包括60°等其他非正常角度彎頭。彎頭的材料有鑄鐵、不銹鋼、合金鋼、可鍛鑄鐵、碳鋼、有色金屬及塑料等。與管子連接的方式有:直接焊接(常用的方式)法蘭連接、熱熔連接、電熔連接、螺紋連接及承插式連接等。按照生產工藝可分為:焊接彎頭、沖壓彎頭、推制彎頭、鑄造彎頭等。其他名稱:90度彎頭、直角彎、愛而彎等。碳鋼材質 可分為10# 20# A3 Q235A 20g Q345B 20G 16Mn ASTM A234 ASTM A105 st37 ASTM A403等用這些材質為原材料制作的彎頭可以叫做碳鋼彎頭90°碳鋼彎頭 按角度分:45°、90°、180° 這三種常用的彎頭,另有工程需要,可以特別定制如60°或者其它角度等。與碳鋼鋼管的連接方式:焊接、法蘭連接、螺紋連接、承插連接等形式。按照工藝形式可分:焊接彎頭、沖壓彎頭、鑄造彎頭等。用途:連接兩根管子,使管子改變方向、向45°或180°及90°方向或其它角度轉彎。制造標準:國標、美標、日標、德標、俄標。碳鋼彎頭的基本工藝過程是:首先焊接一個橫截面為多邊形的多棱環殼或兩端封閉的多棱扇形殼,內部沖滿壓力介質后,施以內壓,在內壓作用下橫截面由多邊形逐漸變成圓,終成為一個圓形環殼。根據需要,一個圓形環殼可以切割成4個90°彎頭或6個60°彎頭或其它規格的彎頭,該工藝適用于制造彎頭中徑與彎頭內徑比大于1.5倍的任何規格大型彎頭,是制造大型碳鋼彎頭的理想方法。該碳鋼彎頭制作工藝的優點主要表現在以下幾個方面:(1)不需管坯作原料,可節約制管設備及模具費用,且可得到任意大直徑而壁厚相對較薄的碳鋼彎頭。(2)坯料為平板或可展曲面,因而下料簡單,精度容易保證,組裝焊接方便。(3)由于上述二條原因,可以縮短制造周期,生產成本大大降低。因不需要任何專用設備,尤其適合于現場加工大型碳鋼彎頭。(4)碳鋼彎頭適用于石油、天然氣、化工、水電、建筑和鍋爐等行業的管路系列。
寧夏中儲華營金屬材料有限公司具備的質量保證能力, 無縫鋼管從原材料投入到成品產出,每一個環節都設置有嚴格的質量控制環節,特別在重要的工序設置有關重要工序質量控制點實施重點把關,真正做到不合格的 無縫鋼管產品不出廠。用戶一旦發現本公司 無縫鋼管產品在質保期內出現質量問題,均可無條件更換。
15CrMo鋼系珠光體組織耐熱鋼,在高溫下具有較高的熱強性(δb≥440MPa)和抗氧化性,并具有一定的抗氫腐蝕能力。由于鋼中含有較高含量的Cr、C和其它合金元素,鋼材的淬硬傾向較明顯,焊接性差。
針對15CrMo鋼的焊接性的工作特點,根據以往的經驗,參照國外提供的焊接工藝卡,我們選擇了兩種方案進行焊接試驗。
方案Ⅰ:焊接預熱,采用ER80S-B2L焊絲,TIG焊打底,E8018-B2焊條,焊條電弧焊蓋面,焊后進行局部熱處理。
方案Ⅱ:采用ER80S-B2L焊絲,TIG焊打底,E309Mo-16焊條,焊條填充電弧焊蓋面,焊后不進行熱處理。焊絲和焊條的化學成分及力學性能見表1。試驗方案 拉伸試驗 彎曲試驗沖擊韌性試驗aky(J/cm2)
抗拉強度δb/Mpa 斷裂部位 彎曲角度 面彎 背彎 焊縫 熔合線 熱影響區(HAZ)
方案Ⅰ 550/530 母材 50。 合格 合格 84.8 162 135.6
方案Ⅱ 525/520 母材 50。 合格 合格 79.4 109.2 96.7
從拉伸試驗結果可知,兩種方案的拉伸試樣全部斷在母材,說明焊縫的抗拉強度高于母材;彎曲試驗全部合格,說明焊縫的塑性較好。根據表5中的沖擊韌性試驗結果可知,方案Ⅰ的沖擊韌性明顯高于方案Ⅱ,證明方案Ⅰ的焊后熱處理規范比較理想,高溫回火不僅達到了改善接頭組織和性能目的,而且使韌性與強度配合適當。從室溫機械性能結果可知,所的兩種焊接工藝方案均可用于現場施工。方案Ⅰ采用了與母材成分接近的焊條,焊縫性能同母材匹配,焊縫應具有較高的熱強性,焊縫在高溫下長期使用不易破壞。難點是焊后熱處理規范較為嚴格,回火溫度和保溫時間及加熱和冷卻速度控制不當反而會引起焊縫性能下降。方案Ⅱ采用了奧氏體不銹鋼焊條施焊,雖然可以省去焊后熱處理,但由于焊縫與母材膨脹系數不同,長期高溫工作時可發生碳的擴散遷移現象,容易導致焊縫在熔合區發生破壞。因此,從使用可靠性考慮,現場采用方案Ⅰ施焊更為穩妥。
彎頭首先按它的曲率半徑來分,可分為長半徑彎頭和短半徑彎頭。長半徑彎頭指它的曲率半徑等于1.5倍的管子外徑,即R=1.5D。短半徑彎頭指它的曲率半徑等于管子外徑,即R=1.0D。(D為彎頭直徑,R為曲率半徑)若按壓力等級來分,大約有十七種,和美國的管子標準是相同的,有:Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、 STD、Sch40、Sch60、Sch80s、XS;Sch80、Sch100、Sch120、Sch140、Sch160、XXS,其中常用的是 STD和XS兩種。按彎頭的角度分,有45°彎頭,有90°彎頭和180°彎頭。 碳鋼彎頭的基本工藝過程是:首先焊接一個橫截面為多邊形的多棱環殼或兩端封閉的多棱扇形殼,內部沖滿壓力介質后,施以內壓,在內壓作用下橫截面由多邊形逐漸變成圓,終成為一個圓形環殼。根據需要,一個圓形環殼可以切割成4個90°彎頭或6個60°彎頭或其它規格的彎頭,該工藝適用于制造彎頭中徑與彎頭內徑比大于1.5的任何規格大型彎頭,是目前制造大型碳鋼彎頭的理想方法。 該碳鋼彎頭制作工藝的優點主要表現在以下幾個方面: (1)不需管坯作原料,可節約制管設備及模具費用,且可得到任意大直徑而壁厚相對較薄的碳鋼彎頭。 (2)坯料為平板或可展曲面,因而下料簡單,精度容易保證,組裝焊接方便。 (3)由于上述二條原因,可以縮短制造周期,生產成本大大降低。因不需要任何專用設備,尤其適合于現場加工大型碳鋼彎頭。
專業生產鋼管|彎頭|三通|異徑管|管帽|彎管制造廠家20#彎頭包括無縫彎頭,直縫彎頭和沖壓焊接彎頭。其中無縫和直縫的原材料采用的是直縫鋼管和無縫鋼管。沖壓焊接彎頭,是采用與管材相同材質的板材用沖壓模具沖壓成半塊環形彎頭,然后將兩塊半環彎頭進行組對焊接成形。20#碳鋼彎頭按它的曲率半徑來分,可分為長半徑彎頭和短半徑彎頭。長半徑彎頭指彎頭的曲率半徑等于1.5倍的管子外徑,即R=1.5D。短半徑彎頭指彎頭的曲率半徑等于管子外徑,即R=1.0D。(D為彎頭直徑,R為曲率半徑)按壓力等級來分,有十七種,和美國的管子標準是相同的,其中常見的是STD和XS兩種。按彎頭的角度分,有45度彎頭,有90度彎頭和180度彎頭。執行標準有國標,美標,德標,船標,電標,化標,水標等。專業生產20#碳鋼彎頭,合金鋼彎頭,碳鋼三通,合金鋼三通等管道管件的廠家,我公司始建于1982年,是開發、研制、生產、批發孟村彎頭管件系列管材系列產品的專業制造廠家,公司嚴格按照ISO、BSP、DIN、JIS、NPT、UNS、NFA、GB等標準生產,規格齊全.產品不銹鋼彎頭,碳鋼彎頭,合金鋼彎頭,平焊法蘭等產品廣泛應用于石油、化工、等徑三通遍及應用于石油化工,石油天然氣,化肥,電廠,核電,造船,制藥,食品衛生,城建等職業工程的建造和檢修.航海、航天、環保、冶煉、建筑等眾多領域,有耐高溫、耐高壓、耐酸堿、抗老化、壽命長等特點。我廠生產的產品,彎頭,不銹鋼彎頭,等遠銷國內外,擁有進出口權。竭誠歡迎廣大新老用戶到本公司考查、參觀、洽談、指導
聯系人:張經理,電話:【15822861588】,中儲華營金屬材料(寧夏分公司)在寧夏本地專業從事彎頭管件-為您服務,寧夏各個縣市以及周邊寧夏 銀川城市均可提供送貨上門服務!










