


以下是:電解拋光用掛具生產廠家的產品參數
用途 不銹鋼鏡面拋光 可處理材料 不銹鋼、銅鋁、鈦材、鋼鐵等 產地 深圳市 品牌 燈鼎 價格 850元 型號 DD-808 生產周期 1-15工作日 可否定制 可以 是否生產廠家 是 保修時長 1-3年 上門指導 是 運輸費用 賣家出 在廣東省深圳市采買電解拋光用掛具生產廠家到燈鼎電解拋光設備廠(深圳分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:李總-18025357255,QQ:374457303,地址:《寶安區沙井街道共和社區福和路先欲興大廈604》。 廣東省,深圳市 深圳市地處中國南部,廣東省南部,珠江口東岸,北回歸線以南,東臨大亞灣和大鵬灣,西瀕珠江口和伶仃洋,南與香港特別行政區相連,北部與東莞市、惠州市接壤。全境地勢東南高,西北低,大部分為低丘陵地,間以平緩的臺地,西部為濱海平原。屬亞熱帶季風氣候,溫潤宜人,降水豐富。
想知道電解拋光用掛具生產廠家產品的獨特魅力嗎?視頻里的產品介紹,比文字更有說服力,一看便知!
以下是:電解拋光用掛具生產廠家的圖文介紹
燈鼎電解拋光設備廠
廣東深圳燈鼎電解拋光設備廠在“品質,信譽,客戶至上”的價值觀引導下,以“激勵創新、追求卓越、倡導共贏”為企業精神,力爭成為具有競爭力的 不銹鋼電解拋光創新企業!
目前,本公司生產的 不銹鋼電解拋光,已遠銷國內外市場, 不銹鋼電解拋光產品供不應求,深受廣大用戶好評。
21.不銹鋼電解液操作溫度對電解拋光有什么影響?佳溫度是多少?原因分析:一般電解液使用溫度為50—90℃之間,溫度較低,拋光速度較慢,光亮度下降。溫度過高,液體對工件腐蝕加快,容易引起工件過腐蝕,電解液有效成分容易分解。解決方法:溫度較低應加熱到規定溫度,加熱可使用各種加熱管(如石英,鈦材質加熱管),長時間工作溫度會上升,當溫度超過90℃時應停止工作,散熱可選用攪拌或冷卻循環方式。佳使用溫度是50—90℃,“不銹鋼通用電解液”的佳使用溫度為50—80℃。
22.不銹鋼工件表面凹凸不平,麻點呈凸狀,什么原因引起的?原因分析:表面銹蝕較多,電解液只是微觀腐蝕整平,較多的銹蝕電解液不能完全,如延長拋光時間,大量鐵離子沉入電解液底部,降低電解液使用壽命。解決方法:將工件表面的銹蝕干凈。使用“不銹鋼活化液”,“除銹水”,“氧化皮液”等產品進行清洗除銹。
23.影響電化學拋光的主要因素有哪些?溫度,時間,工件材質,電解質,電壓,電流,工件擺放位置。
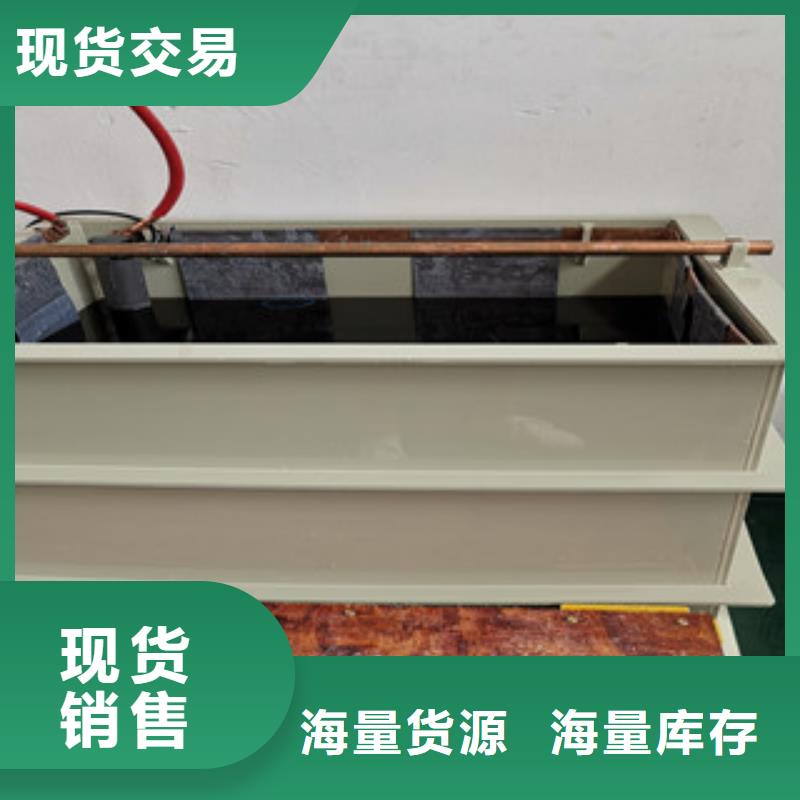
24.在做 不銹鋼電解拋光時,表面吸附一層淺紅色物質,再次放入電解液會有短時間的反應,什么原因?原因分析:用銅掛具,銅離子進入電解液吸附到陽極表面,影響拋光質量,再次放入會有短時間反應是因為電解液將工件表面的銅離子溶解了。解決方法:選用鈦掛具,在夾具裸露處用聚氯乙烯樹脂烘烤成膜,在接觸點刮去絕緣膜,漏出金屬以利于導電。
用途:餐具,櫥柜,鍋爐,汽車配件,醫療器具,建材,食品工業(使用溫度-196°C-700°C) 310不銹鋼電解線:主要特點是:耐高溫,一般使用鍋爐內,汽車排氣管.其他性能一般. 303不銹鋼電解線:通過添加少量的硫、磷使其較304更易切削加工,其他性能與與304相似。 302不銹鋼電解線:302不銹鋼棒廣泛用于汽車配件、航空、航天五金工具,化工。
具體如下:工藝品,軸承,滑花,醫療儀器,電器等。特性:302不銹鋼球屬于奧氏體型鋼,與304比較接近,但是302的硬度更高一些,HRC≤28,具有良好的防銹及防腐性 301不銹鋼電解線:延展性好,用于成型產品。也可通過機械加工使其迅速硬化。焊接性好。抗磨性和疲勞強度優于304不銹鋼。202不銹鋼電解線:屬于鉻-鎳-錳 奧氏體不銹鋼,性能優于201不銹鋼 201不銹鋼電解線:屬于鉻-鎳-錳 奧氏體不銹鋼,磁性比較低 410不銹鋼電解線:屬于馬氏體(高強度鉻鋼),耐磨性好,抗腐蝕性較差。 420不銹鋼電解線:―刃具級‖馬氏體鋼,類似布氏高鉻鋼這種早的不銹鋼。也用于外科手術刀具,可以做的非常光亮。 430不銹鋼電解線:鐵素體不銹鋼,裝飾用,例如用于汽車飾品。良好的成型性,但耐溫性和抗腐蝕性要差。
DD-302不銹鋼電解拋光
應用范圍:本品適合所有不銹鋼材料的光亮電解拋光。尤其是對從事外電解拋光加工或材質種類較多的用戶為實用。如家具、餐具、門花、管材、線材、置物架、沖壓件及各類五金零件的內外拋光,適用范圍極其廣泛。
本品特點:
1、 液穩定,不易分解老化,消耗量低,使用壽命超出傳統拋光劑的一倍;
2、不含鉻酸、氯化物、氟化物等,故對皮膚、工件和設備腐蝕性極小,對環境無污染;
3、能拋出光亮、平滑、均一的鏡面光澤效果,防銹能力強,光澤持久;
4、在使用本劑拋光前建議先將金屬表面的銹斑、油污等進行預先處理,以節省本劑。
操作流程:上掛→化學除油→熱水洗→冷水洗→電解拋光→二次流動冷水洗→酸活化(5%硫酸水溶液)→流動冷水洗→干燥(可根據實際情況,調整部分工藝流程)。
使用方法:原液使用,鉛板做陰極(負極),工件做陽極(正極),40-度,電流密度10-25安培/平方分米,電壓8—10伏,時間5-8分鐘。 工藝流程:(除油除銹活化→水洗→晾干)→電解拋光→水洗→鈍化→水洗→中和→水洗
注意事項:
1、工作液具有一定的腐蝕性,不宜與裸露皮膚接觸,操作時應佩帶乳膠手套。
2、處理件油污嚴重時,建議預作粗荒除油。
3、工作液處理一段時間后,由于有效濃度下降,處理效果不佳,此時應更換新液或補加本品。
選購電解拋光用掛具生產廠家來廣東省深圳市找燈鼎電解拋光設備廠(深圳分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李總-18025357255,{QQ:374457303},地址:[寶安區沙井街道共和社區福和路先欲興大廈604]。













