

以下是:電弧噴鋁噴鋅熱噴鋁噴鋅公司的產品參數
產品參數 產品價格 150 發貨期限 全國施工 供貨總量 具備資質 運費說明 噴鋁噴鋅 電弧噴鋅施工 具備防腐資質 電弧噴鋁 管道外壁噴鋁 噴鋅 閘門噴鋁 鍋爐內壁噴合金 橋梁熱噴鋁 噴鋅 火焰噴鋁 熱噴鋁施工: 139 6193 4918 (技術專工) 火焰熱噴鋅 電弧噴鋅 噴鋁 噴耐磨合金 噴銅 噴不銹鋼 專業施工:153 8059 3638 (指導工程師) 電弧噴鋁噴鋅熱噴鋁噴鋅公司,華電高空工程有限公司(青海分公司)為您提供電弧噴鋁噴鋅熱噴鋁噴鋅公司,聯系人:朱雄飛,電話:13961934918、15380593638,QQ:784669153,請聯系華電高空工程有限公司(青海分公司),發貨地:人民路金融城。 青海省 2022年,青海省生產總值3610.07億元,按可比價格計算,比上年增長2.3%;人均生產總值為60724元,比上年增長2.1%。
別再糾結于文字描述了,觀看視頻,讓電弧噴鋁噴鋅熱噴鋁噴鋅公司產品為你展現真實魅力!以下是:電弧噴鋁噴鋅熱噴鋁噴鋅公司的圖文介紹
表面處理
因為表面處理的好壞直接影響涂層的質量和保護年限,因此必須首先做好基層面的預處理。按照工藝要求對基層表面采用噴砂除銹,除銹標準按照Sa3級標準,Sa3級標準要求是:
非常徹底的噴砂除氧化皮、油脂、銹蝕及污物和油漆等附著物,該表面應顯現出均勻的金屬色澤,噴完砂后,表面用清潔干燥的壓縮空氣或干凈刷子清理。
噴砂
采用以下設備和措施:空氣壓縮機、儲氣罐、油水分離器、空氣濾清器、噴砂罐、膠帶、噴砂槍、耐磨瓷嘴。
除銹工藝流程為壓縮空氣進入儲氣罐,經油水分離器、空氣濾清器,使其清潔干燥,不含油質,然后進入砂罐,經膠帶將砂粒壓至噴砂槍,噴射金屬基體。
按上述設備條件進行施工,表面處理即可達到Sa3標準,其表面粗糙度40um-60um在此時金屬表面的電極電位與活化程度和涂層的粘結力均達到參數。
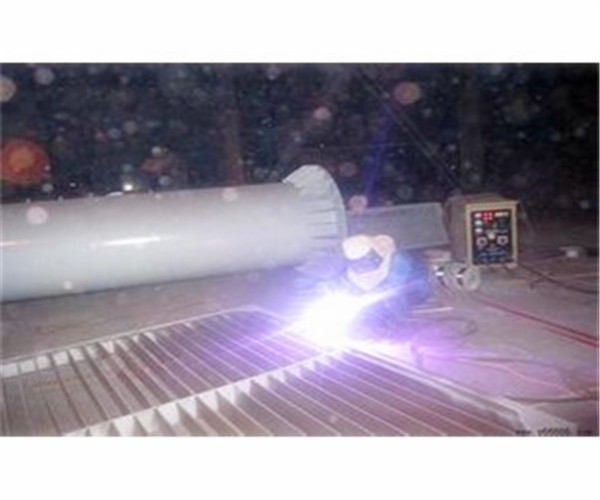
熱噴鋅/噴鋁
噴砂完成2-3小時之內就應完成噴鋅工作。隨著時間的增加,其表面的電極電位值開始升高,活化強度減弱,噴涂層與基體的結合強度下降,這是由于表面氧化膜生成的厚度在噴鋅/噴鋁顆粒撞擊表面時,2-3小時之內,很薄的氧化膜很易被高速趨行的噴涂顆粒擊破。
2-3小時之后,氧化膜則對涂層與基體起著隔絕的作用,從而破壞涂層與基體的附著。鋅/鋁含量不低于99.5%-99.7%,無油污的優質鋅絲/鋁絲。
我公司承接:金屬、鋼結構、鋼閘門、橋梁、發電站機械部件拋丸噴砂除銹加工,表面電弧噴涂、火焰噴涂噴鋅噴鋁熱噴涂處理;儲罐刷漆防腐、儲油罐翻新、貯罐防腐公司、儲油罐除銹防腐、化工罐清洗防腐、食品罐防腐施工、貯藏罐除銹刷漆、飲料罐內外防腐、啤酒罐內防腐、儲油罐油漆施工、儲罐內壁防腐、儲罐外壁降溫防腐、儲罐噴砂除銹防腐等儲罐防腐保溫工程。服務熱線:
防腐在熱噴涂中的一些技術支持。熱噴涂可以在設備維修中修舊利廢,使報廢的零部件“起死回生”;也可以在新產品制造中進行強化和預保護,使其“益壽延年”。
一、抗大氣腐蝕涂層的應用
鋼結構廠房、鋼箱梁橋、電視鐵塔、大樓天線、送變電站、鋼制燈桿等戶外鋼結構,這些鋼構件因長期暴露在大氣中,受到氣候變化和日曬雨淋,表面迅速氧化,生成一層三氧化二鐵,---影響鋼結構的強度及使用壽命。為防止鋼結構表面的氧化,以往一般都采用油漆保護,其防腐年限一般在3-5年,因此需要經常性進行維修、保養,常見的方法就是拷鏟油漆,耗費大量人力物力。現采用鋼結構表面噴鋅、噴鋁工藝加以保護,防腐年限可達30年以上無需保養。如在鋅鋁涂層外再加油漆封閉,則防腐年限更長。
鋼結構表面只有噴鋅、噴鋁后,才能真正起到陽極保護作用,從而達到鋼結構長效防腐之目的。因此許多重大工程及市政項目被---采用該工藝。如:長江三峽閘門、上海東方明珠電視塔、楊浦大橋主護桿、廣州市內環高架鋼梁、上海證券大廈鋼結構天線、浦東機場路共同溝爆氣管道、上海南橋50萬千瓦變電站等等,以確保重大工程的百年大計。
采用熱噴涂電弧噴鋁的方法耐腐蝕能力 1. 施工工序 工程的防腐施工在鋼桁架及上、下次梁構件制作完成后進行。施工順序:生產準備→構件表面處理→構件熱噴鋅→構件封閉處理→構件噴鋅質量檢測。其中構件表面處理、構件熱噴鋅是工程的主要工序。 2. 施工準備 1、做好構件交接工作、確定施工的生產組織方式、施工機具的配置(6m3/min空壓機兩臺、儲氣罐兩臺、無污染噴砂機兩臺、油水分離器四個、砂罐兩個、SAP-1型噴槍四把、磁性測厚儀兩臺等)。 2、施工之前作到三通一平。機械安裝調試。現場所有的壓力設備必須復檢合格,方可使用。 3、按品種、規格分類堆放構件并有明顯標識。堆放要減少構件的變形和銹蝕,鋼桁架構件要堆放在枕木上其間距以不引起桁架變形為宜。 4、原材料必須以二檢合格,具有出廠合格證及材質證明書方可使用。 3. 構件表面處理 1、 鋼結構的表面處理對熱噴涂涂層與基體的結合性能有很大影響。針對本工程的實際情況,鋼結構表面處理采用壓力式噴砂除銹法,這種施工方法即可使基體表面清潔度達到要求,也可使基體表面粗糙度達到要求。由于施工區域不同,噴砂選用不同的槍頭噴射。鋼桁架主梁等大面積工作區域采用150mm槍頭,并配粉塵回收裝置。角鋼及鋼桁架腹桿角鋼夾縫工作區域采用12 mm槍頭。 (1 ) 施工工藝:檢查壓力表、膠管、噴砂槍等機具正常→壓縮空氣進入儲氣罐經油,水分離器潔凈→ 打開砂罐進氣閥待罐內壓力達到平衡→打開罐底氣閥將砂粒噴射到金屬基體表面。 (2)砂選用干燥、清潔、有棱角的河砂,砂的粒徑為0.5~2.0mm。 (3) 噴砂施工時,施工環境相對濕度不應大于85%。構件要保持干燥。加工處理的鋼材表面呈現灰白色為佳,除銹等級達到Sa3級。鋼材表面粗糙度為RZ40~80 um。 (4) 除銹合格后,應在短時間內進行熱噴鋅處理。在晴天或不太潮濕的天氣,間隔時間不得超過12小時;在雨天,潮濕天氣下,間隔時間不得超過2小時。 4、 影響噴鍍層的原因 鋼結構表面處理好壞是影響其鍍層的保護年限和保護效率的主要原因,而影響表面處理的根本原因是:壓縮空氣的壓力、噴射角度、噴射距離。 (1) 壓縮空氣壓力范圍:壓縮空氣壓力一般在6~7KG/cm2。因在不同的壓力下,表面的電極電位值不同,所以鍍層的結合強度就不同。隨著空氣壓力的增加表面的粗糙度增加,鍍層與基體之間的結合力將會上升,當空氣壓力增加到7KG/cm2時其鍍層結合力達到高點。 (2)噴射時間:噴射時間的長短,對基體表面電極電位、粗糙度和噴涂層的結合強度有直接影響。根據實際操作可知噴射在20秒時粗糙度在40~60 um,鍍層有較高的結合強度值。4.2.3噴射角度及噴射距離:噴射角度是指噴射的砂粒射流中心束和基體表面的夾角。在其它條件不變情況下,噴射角度為75℃佳。噴射距離是指噴槍嘴與工件表面的距離。在其它條件不變的情況下噴射距離在180~200mm時,無
青海華電高空工程有限公司價值觀:責任、誠信、感恩
是我司在長期的經營 煙囪維修加固防腐活動中所形成的共同價值觀念、行為準則、道德規范,體現我司的精神傳達、人際關系、規章制度、生產服務等集合。“責任”是我們前進的動力,“誠信”是我們立足的根本,“感恩”是我們發展的力量。
電弧噴鋁噴鋅熱噴鋁噴鋅公司,華電高空工程有限公司(青海分公司)為您提供電弧噴鋁噴鋅熱噴鋁噴鋅公司產品案例,聯系人:朱雄飛,電話:13961934918、15380593638,QQ:784669153,發貨地:人民路金融城。










