


我們的激光切管-304不銹鋼復合管多種規格供您選擇視頻現已上線,它比任何文字描述都能更直觀地展示產品的魅力。請點擊觀看。
以下是:安徽池州激光切管-304不銹鋼復合管多種規格供您選擇的圖文介紹

鴻山金屬制造(池州市分公司)通過多年研發 激光切割加工產品.耐用可靠.適應各種安裝要求.已在 激光切割加工業界享有一定的認知度.深得廣大用戶一致信賴.本著精益求精的精神.所有 激光切割加工產品都是采用優良材料生產精制而成.符合質量監督檢測標準. 本公司抱著認真、負責、銳意進取的態度、保證 激光切割加工產品質量和售后服務,贏取天下客戶的贊許,為客戶作出的保證,同時誠望與各新老客戶能力合作、共同拓展。


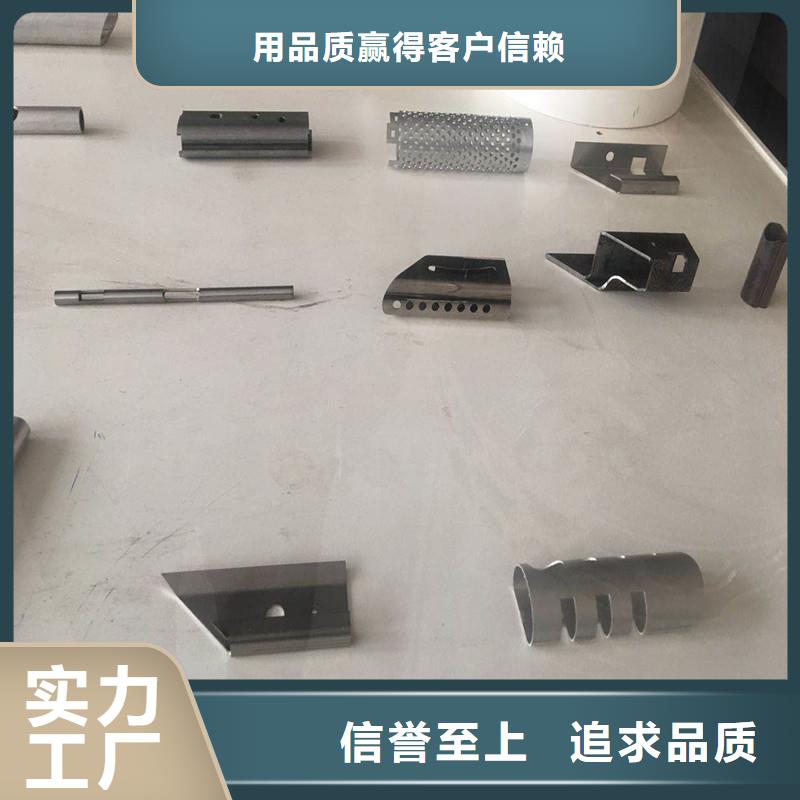
隨著技術的發展,不銹鋼激光切管機、數控激光切管機、管材激光切割機等。激光切管機有切割精度高、切口平整無毛刺、材料損耗少、省時省人工、切割效但也必須看見除激光音像設備已構成較小的規模,在世界上占據一定的地位外,其它激光設備的產業與國外比起僅存在較小的差距,國外以美、德、日為代表的幾個發達 在激光加工產業領域的發展速度難以置信,它們在主要的大型生產產業,如汽車、電子、機械、航空、鋼鐵等行業中基本已完成了用激光加工工藝對傳統工藝的更新換代,轉入“光生產”時代。光纖激光發生器逐漸取代了CO2激光發生器。數控沖床光纖激光切割復合加工技術克服了早期沖床和CO2激光切割復合加工設備的所有缺點,相對于原有的沖 激光打孔是通過高功率密度、短時間停留(低于激光切割)的脈沖熱源進行打孔的激光加工技術。孔徑的形成可以通過單脈沖或多脈沖實現。 在打孔過程中,首先使用打床剪切復合加工和多定位單機加工技術具有明顯優勢,得到了迅速的推廣應用。激光切割已經發展了幾十年,
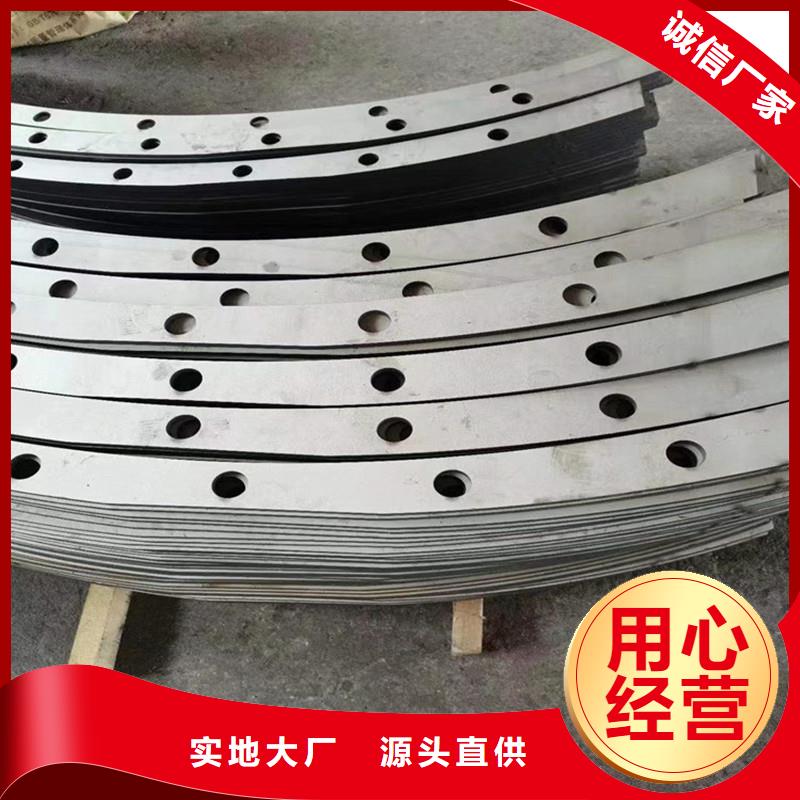
1、衛生級鏡面管生產工藝激光切割加工工藝流程:
管坯--檢驗--剝皮--檢驗--加熱--穿孔--酸洗--修磨--潤滑風干--焊頭--冷拔--固溶處理--酸洗--酸洗鈍化--檢驗--冷軋--去油--切頭--風干--內拋光--外拋光--檢驗--標識--成品包裝
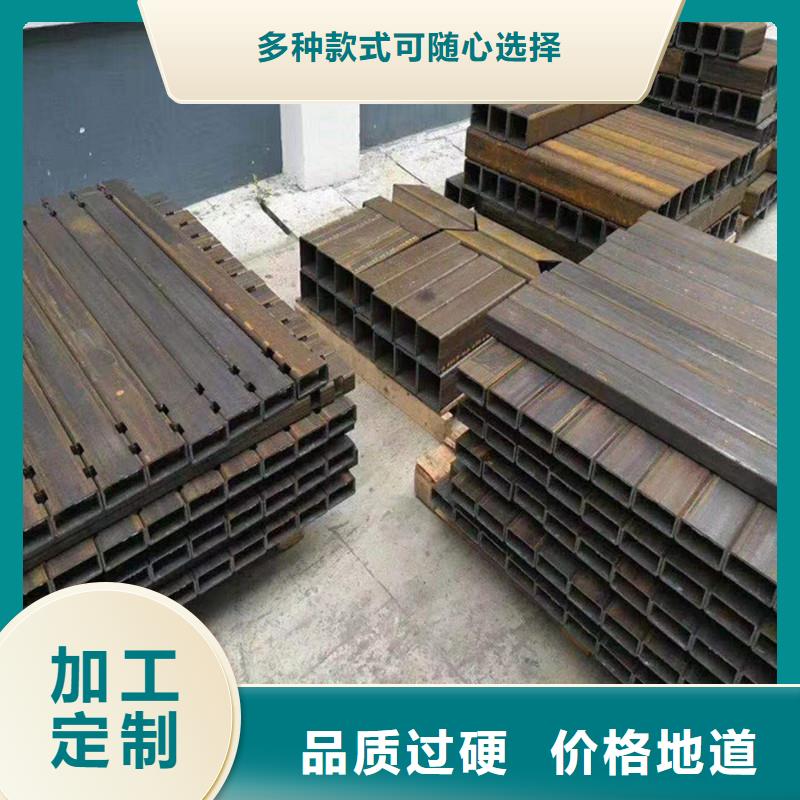
2、工業管工藝流程
管坯--檢驗--剝皮--檢驗--加熱--穿孔--酸洗--修磨--潤滑風干--焊頭--冷拔--固溶處理--酸洗--酸洗鈍化--檢驗
3、焊管工藝流程
開卷--平整--端部剪切及焊接--活套--成形--焊接--內外焊珠去除--預校正--感應熱處理--定徑及校直--渦流檢測--切斷--水壓檢查--酸洗--終檢查--包裝
圓鋼--管坯--檢驗--加熱--穿孔--定徑--熱軋--平頭--檢驗--酸洗--球型退火--冷拔--成型--齊口--檢驗



激光切割激光精密切管生產廠家氧-燃氣割炬切割或火焰切割是目前為止用于切割碳鋼的時間長的切割工藝。所用設備和耗材價格相對低廉。激光切管氧-燃氣割炬可切割非常厚的鋼板,主要受限于可輸送的氧氣量。使用氧-燃氣割炬切割 100mm 或 200mm 鋼板的情況需要大流量的氧氣供應。但是,就鋼板切割下料而言,絕大部分的切割集中在 30mm 厚度內的鋼板上。經過適當調整后,氧-燃氣割炬可實現垂直切割的光滑表面。下邊緣上幾乎沒有熔渣,頂邊緣僅因預熱火焰而略顯圓形。這樣的切割表面非常適合大部分無需進一步處理的應用。目前氧-燃氣切割多用于切割厚度超過 30mm 的鋼板,但也可應用于切割中薄板材。火焰切割相對緩慢,在 25mm 的材料上每分鐘多約 500mm/s。氧-燃氣切割的另一優勢在于可同時應用多個割炬輕松進行切割,進而提高生產效率。


