

融拓金屬材料(衢州市分公司)地處經濟開發區東昌東路當代大廈,本公司是集生產加工經營于一體的大型企業,本公司常年銷售 熱軋無縫鋼管。公司成立以來深受諸多單位的支持與信賴,現已評為“信譽單位”、“重合同單位”。公司與各大廠商長期合作,進貨渠道穩定、資金雄厚,贏得新老客戶的信賴,“經營方式靈活,為客戶服務,為單位解難。”質量優,價格合理,我單位憑借良好的信譽,完善的服務、充足的貨源在國內同行業中有口皆碑!


根據精軋管線能量的變化及時調節輸出電壓和精軋管速度。參數固定后一般不用調整精軋管間隙的控制將精軋管送入精軋管機組,經多道軋輥滾壓,精軋管逐漸卷起,形成有開口間隙的圓形精軋管,調整擠壓輥的壓下量,使精軋管間隙控制在1~3mm,并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,精軋管晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,精軋管熱量過大,造成精軋管燒損;或者精軋管經擠壓、滾壓后形成深坑,影響精軋管表面質量。
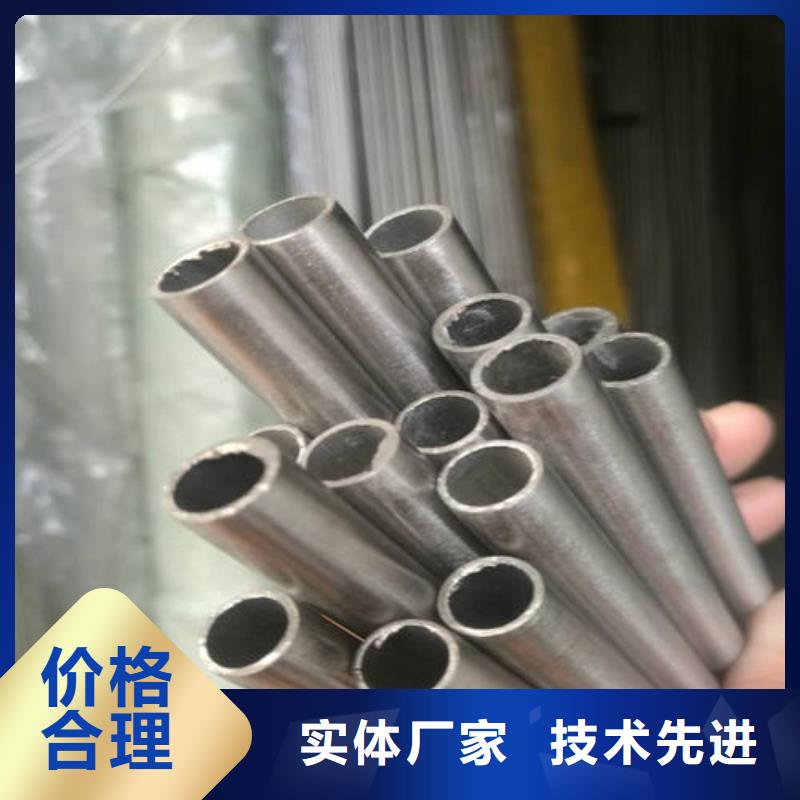
精軋管 的特點就是精密度高,而且不容易生銹。但是并不是說既然精軋管不容易生銹我們平常就不用管它了,直接把它放在一邊就可以了。這樣做就錯了,因為如果精軋管平常不保養的話,它的使用壽命就會縮短,也會給我們精軋管廠帶來不必要的損失。
如何對精軋管進行酸洗。對精軋管進行酸洗,在對精軋管進行酸洗時一都會用化學和電解兩種方法,這兩種方法可有將精軋管管道的氧化皮去除掉。之所以會將其分成兩種方法進行原因是由于化學清洗只可以將表面清潔的非常徹底,對于一些細縫中就很難達到人們所想的結果了。



精軋管比較常見的化學成分是基本穩定的,有著很多的優點和穩定性等各個方面的特點,擁有著不生銹和抗耐磨等各種的優點。無論是物理和化學都是發揮著比較重要的作用的,成為了精軋管使用優點比較重要的特征之一。對于精軋管方面要重點關注的是它的各個方面的化學性能,這樣的話我們就能夠更好地去了解他的作用和各種的優勢了。我們生產的主要的材質有20號 45號 q345b 40cr 20cr等等 10號 35號等等特殊材質的可以定做的,還可以定做一系列的精軋管,鍍鋅鋼管,矩形鋼管,異形鋼管,高壓無縫鋼管,低壓無縫鋼管,合金無縫鋼管,不銹鋼無縫鋼管。
沒有管道系統的支持,那么這些東西,都不會輕易的使用到。雖然管道系統,為運輸的行業,帶來了很大的支持。不過在過去,因為管道的問題,也是為運輸行業,帶來了不小的麻煩。因為在以前,運輸行業所使用的管道,只是普通的鋼管。這種鋼管在性能方面,就不是那么的,而且還有著一個,非常嚴重的缺點,那就是很容易生銹。一旦要是管道生銹了,這不僅僅會引發,自來水的重金屬含量超標,讓飲用的人畜,出現重金屬中毒的問題;而且這也會帶來,一定的經濟損失,畢竟更換這些管道,所需要的花費可不小。



擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出。此法可生產直徑較小的鋼管。精軋管的焊接工藝。
工藝:精軋管中的Cr、Mo、V等強烈的碳化物形成元素有使接頭過熱區產生再熱裂紋的傾向。坡口機加工后(焊接前)MT檢查,無裂紋、無缺陷,焊前坡口及周圍表面清理(油污、除銹等)至見金屬光澤;坡口裝配避免強制組對。
焊接前整體或局部預熱,焊縫兩邊各150mm范圍內保證預熱溫度250~300度;層間溫度應在預熱溫度控制范圍內。
GTAW(純Ar氣體保護):建議采用TIG-R31(含V)焊絲,直徑2.5mm,電流100~140A。如果有一定壁厚,管徑不是很小的話,建議采取GTAW+SMAW。SMAW:焊條采用R337,規格可以按實際情況來定。焊接完成后清理飛濺,加熱至350~450℃,保溫并緩冷的后熱措施。12Cr1MoV 采用相應成分的耐熱鋼焊條,如R310、R312、R317、R316Fe,焊前預熱250~350℃,焊后回火處理710~750℃。焊補缺陷或焊后不能進行熱處理時,也可采用奧氏體鋼焊條,如A302、A307。這時,由于焊縫與母材膨脹系數不同,同時在長期高溫工作時還可發生碳的擴散遷移現象,而易于導致在融合區發生破壞。


精軋管去產能的方式和方法是多樣性的,對于精軋管而言要不斷地進行改善廠家的經營理念和各種的市場行情,還要不斷地進行治理產能過剩,這樣的話精軋管行業才能夠獲得更好地發展,不然的話精軋管行業是不能更好地進行發展的。在治理產能過剩的時候精軋管是去產能的主題,要不斷地進行淘汰去產能的力度和各種的市場行情對于精軋管去產能的發展是更加的方便的,因此對于廠家而言要不斷地進行技術的創新,政策也是要進行進一步的發展和扶持的。



