
以下是:螺旋鋼管供不應求的產(chǎn)品參數(shù)
產(chǎn)品參數(shù) 產(chǎn)品價格 電議 發(fā)貨期限 電議 供貨總量 電議 運費說明 電議 螺旋鋼管 Q235B 螺旋鋼管供不應求,全通管道有限公司(商洛分公司)為您提供螺旋鋼管供不應求的資訊,聯(lián)系人:席經(jīng)理,電話:15132765283、15132765283,QQ:546016150,發(fā)貨地:城南開發(fā)區(qū)蒲洼城園區(qū)。 陜西省,商洛市 商洛地區(qū)歷史悠久。據(jù)考古發(fā)現(xiàn),早在一百多萬年前的舊石器時期,這里就有先民活動。《史記·殷本紀》載,契長而佐禹治水有功,封于商,商,國名也。《括地志》云:商州東八十里商洛縣,古之商國。《水經(jīng)注》曰:丹水自上洛經(jīng)商縣南,契始封此。商洛因境內(nèi)有商山、洛水而得名,始名于漢朝,指上雒(縣)和商(縣)的地域合稱。商洛市境內(nèi)名勝古跡有5A級景區(qū)金絲大峽谷,以及牛背梁森林公園、柞水溶洞、二郎廟、豐陽塔、大云寺、天竺山、月亮洞等。自2010年開始,一年一度的中國秦嶺生態(tài)旅游節(jié)在商洛市舉辦。
觀看我們的產(chǎn)品視頻,就像打開了一扇通往螺旋鋼管供不應求產(chǎn)品世界的窗戶。您將看到產(chǎn)品的每一個細節(jié),感受到它的每一處獨特之處。視頻將為您呈現(xiàn)一個真實、立體的產(chǎn)品形象,讓您對它有更深入的了解和認識。
以下是:螺旋鋼管供不應求的圖文介紹
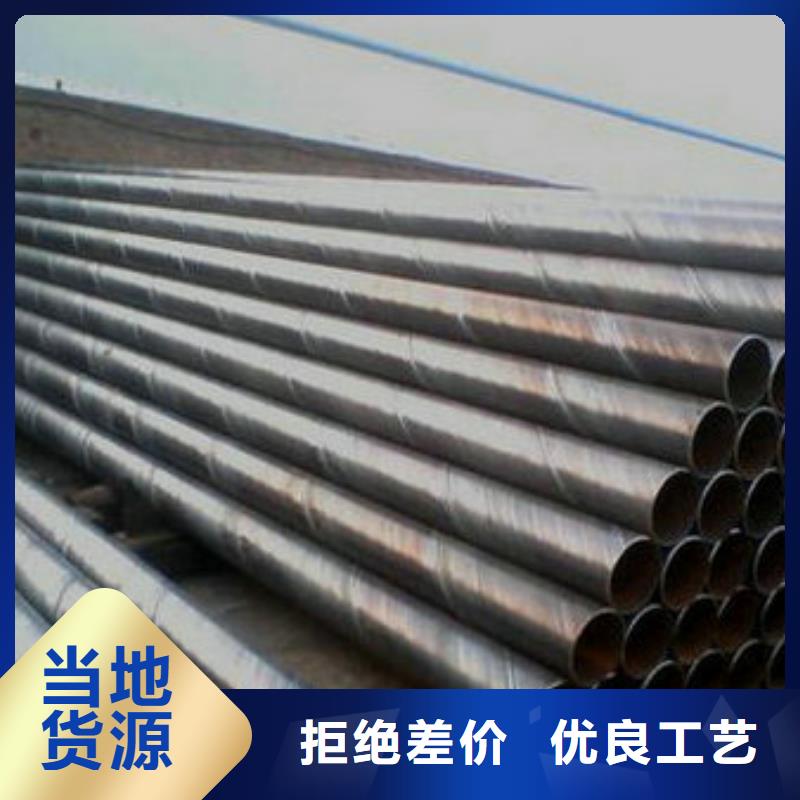
大口徑螺旋鋼管加工到一定長度的話,發(fā)生彎曲肯定存在的,在鋼管中是經(jīng)常會遇到的現(xiàn)象和情況,大口徑螺旋鋼管是由于沿著長度方向不平或在鋼管底部會發(fā)生這類彎曲狀,俗稱為[鵝頭彎",產(chǎn)生彎曲的主要原因有,人工熱檢查時。 彎管,三通,異徑管,承插等系列管道元件產(chǎn)品,作為[彎頭管件之都"的龍頭企業(yè)三十年來,公司歷經(jīng)磨礪,企業(yè)不斷壯大,[全通"品牌的知名度不斷提高,2011年初[全通"商標被工商總局認定為[",是全國管道配件行業(yè)中家["企業(yè)。
輸油管道運輸?shù)膬?yōu)化運行問題從二十多年前就引起了我們的關(guān)注并開始著手準備。所謂的優(yōu)化運行,一般情況下就是指在給定的管道的內(nèi)、外部條件的前提下,通過方案的調(diào)整使得管道中某一個或幾個的經(jīng)濟指標達到,所以又被稱為運行方案的優(yōu)化。在反應管道運行收益的經(jīng)濟的指標體系中,只有能耗和能耗的費用受運行方案的影響是的,所以油氣管道運輸行業(yè)不約而同地將能耗或者是能耗費用當作管道優(yōu)化運行的準則,以至于在某種程度上能耗化成了管道優(yōu)化運行的代名詞。我國的輸油管道優(yōu)化運行的研究明顯帶有特色。而國外主要側(cè)重于等溫的輸油管道或者是成品油順序輸送管道,我們的研究則是著重于加熱輸送方式的原油管道。錯邊即鋼帶或鋼板邊緣間的徑向偏移,它不僅影響焊管直徑的大小還會加大焊縫間隙,由于錯邊是不可修復的,所以它是造成鋼管降級的主要因素之一。造成錯邊原因包括:帶鋼"月牙彎"。月牙彎越大,錯邊量越大。焊墊輥頂?shù)眠^緊。生產(chǎn)時焊墊輥的正確位置應該在偏向成型輥10-15mm處,高度以鋼管下表面標高偏上一點為佳,偏離距離過小造成正錯邊,距離過大則造成反錯邊。成型器小輥角度調(diào)整過小。生產(chǎn)中后橋輸出輥道調(diào)整不平,導板間隙過大,外控輥壓得過緊。對帶有預彎裝置的成型器,帶鋼兩端預彎量不合適。帶鋼表面不平整、邊緣狀況不好、跑偏、遞送邊與自由邊變形不均勻等都非常容易造成錯邊。
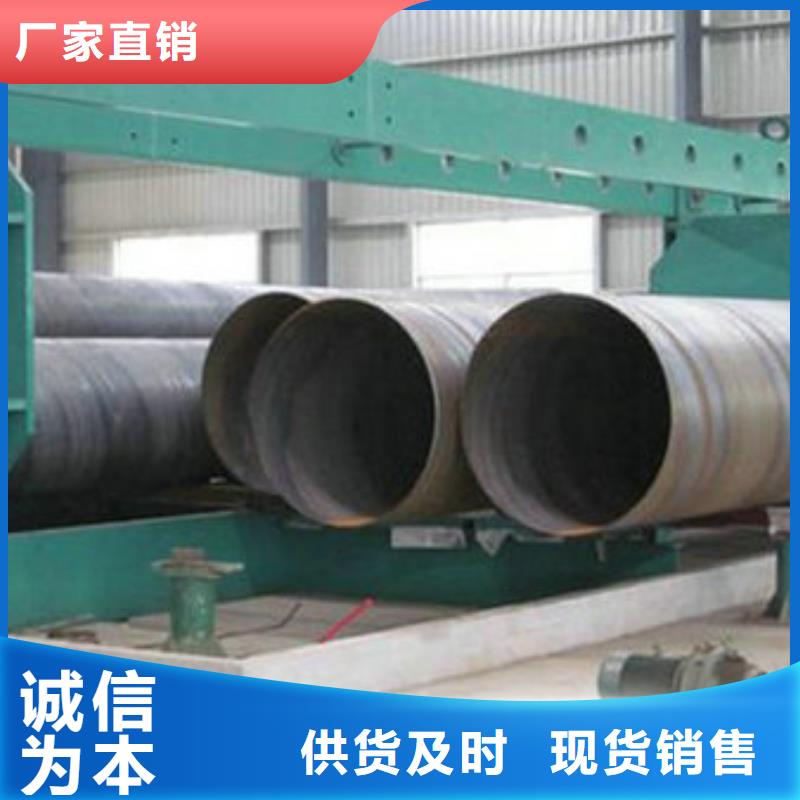
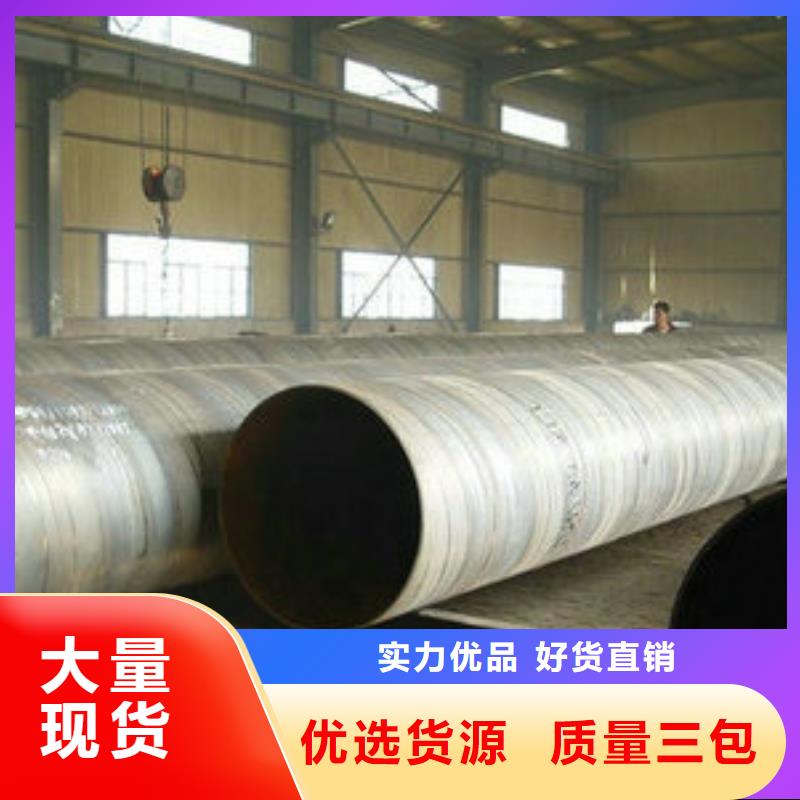
螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產(chǎn)速度較低。因此,較小口徑的焊管大都采用直縫焊管,大口徑焊管則大多采用螺旋鋼管。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產(chǎn)速度較低。因此,較小口徑的焊管大都采用直縫焊管,大口徑焊管則大多采用螺旋鋼管。螺旋焊管廣泛采用雙面埋弧焊的焊接技術(shù),下面淺談一下埋弧自動焊的形成過程及特點。埋弧焊的原理:埋弧焊是利用電弧熱能進行焊接。
直縫鋼管和大口徑螺旋鋼管因生產(chǎn)工藝不同因此具有許多不同之處,下面具體討論下大口徑直縫鋼管和大口徑螺旋鋼管的區(qū)別。直縫焊管生產(chǎn)工藝相對簡單,主要生產(chǎn)工藝有高頻焊直縫鋼管和埋弧焊直縫鋼管,直縫管生產(chǎn)效率高,成本低,發(fā)展較快。大口徑螺旋焊管的強度一般比直縫焊管高,主要生產(chǎn)工藝是埋弧焊,大口徑螺旋鋼管能用同樣寬度的坯料生產(chǎn)管徑不同的焊管,還可以用較窄的坯料生產(chǎn)管徑較大的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產(chǎn)速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。在業(yè)內(nèi)生產(chǎn)較大口徑直縫鋼管時會使用丁字焊技術(shù)。即將一段段短的直縫鋼管再進行對接,接成符合工程需要的長。
陜西商洛全通管道有限公司是專業(yè)銷售、生產(chǎn)(陜西商洛) 本地 防腐鋼管于一體的綜合性企業(yè)。公司秉承“誠信為本、客戶至上”和“專人、專業(yè)、專心,做精、做細、做透”的經(jīng)營理念,以金屬流通為主業(yè),以“優(yōu)質(zhì)、快捷、”為標準,服務客戶,奉獻社會,規(guī)模實力不斷增強,品牌信譽日益。
除了此種的生產(chǎn)效率高;生產(chǎn)輔助時間少,節(jié)省了換焊條的時間;焊接條件干凈無飛濺,節(jié)省了清理的時間;焊縫質(zhì)量高。也為螺旋焊管廠的交貨提供了必要的條件,使得量大的螺旋鋼管生產(chǎn)時間得到保證,因此目前還是被廣泛采用著。根據(jù)焊接理論,焊接電流小,熔深小,減小外焊電流,就減小外焊的熔深,易造成焊縫中存在未焊透的風險。鋼帶加工外坡口,這樣通過較小的外焊電流,就能獲得熔透的焊縫;同時在較小的電流條件下,熔池的攪拌作用減弱,焊縫成型得到改善。螺旋鋼管和各種鋼材理論計算公式---鋼材計算公式圓鋼每m重量=0.00617×直徑×直徑;螺旋鋼管每米重量=(直徑-壁厚)*壁厚*0.02466;方鋼每m重量=0.00786×邊寬×邊。 :加工工藝對比環(huán)氧樹脂種類眾多,各具特點,以固化方式分類有白干型單組分,雙組分和多組分液態(tài)環(huán)氧涂料,烘烤型單組分,雙組分液態(tài)環(huán)氧涂料,粉末環(huán)氧涂料和輻射固化環(huán)氧涂料,以涂料狀態(tài)分類有溶劑型環(huán)氧涂料,無溶劑環(huán)氧涂料和水性環(huán)氧涂料。
點擊查看全通管道有限公司(商洛分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
螺旋鋼管供不應求,全通管道有限公司(商洛分公司)為您提供螺旋鋼管供不應求產(chǎn)品案例,聯(lián)系人:席經(jīng)理,電話:15132765283、15132765283,QQ:546016150,發(fā)貨地:城南開發(fā)區(qū)蒲洼城園區(qū)。









