

以下是:鋼結構表面熱噴鋁噴鋅的產品參數
產品參數 產品價格 180 發貨期限 電議 供貨總量 電議 運費說明 噴鋅 電弧噴鋅施工 具備防腐資質 電弧噴鋁 管道外壁噴鋁 噴鋅 閘門噴鋁 鍋爐內壁噴合金 橋梁熱噴鋁 噴鋅 火焰噴鋁 熱噴鋁施工: 139 6193 4918 (技術專工) 火焰熱噴鋅 電弧噴鋅 噴鋁 噴耐磨合金 噴銅 噴不銹鋼 專業施工:153 8059 3638 (指導工程師) 在陜西省商洛市采購鋼結構表面熱噴鋁噴鋅請認準華電高空工程有限公司(商洛分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:朱雄飛-15380593638,QQ:784669153,地址:人民路金融城)。 陜西省,商洛市 2022年,商洛市實現地區生產總值902.56億元,其中,產業增加值125.77億元,第二產業增加值359.55億元,第三產業增加值417.24億元。人均生產總值44599元。
想要更直觀地感受鋼結構表面熱噴鋁噴鋅產品的魅力嗎?那就趕緊點擊視頻,開啟你的采購之旅吧!以下是:鋼結構表面熱噴鋁噴鋅的圖文介紹
采用熱噴涂電弧噴鋁的方法耐腐蝕能力 1. 施工工序 工程的防腐施工在鋼桁架及上、下次梁構件制作完成后進行。施工順序:生產準備→構件表面處理→構件熱噴鋅→構件封閉處理→構件噴鋅質量檢測。其中構件表面處理、構件熱噴鋅是工程的主要工序。 2. 施工準備 1、做好構件交接工作、確定施工的生產組織方式、施工機具的配置(6m3/min空壓機兩臺、儲氣罐兩臺、無污染噴砂機兩臺、油水分離器四個、砂罐兩個、SAP-1型噴槍四把、磁性測厚儀兩臺等)。 2、施工之前作到三通一平。機械安裝調試。現場所有的壓力設備必須復檢合格,方可使用。 3、按品種、規格分類堆放構件并有明顯標識。堆放要減少構件的變形和銹蝕,鋼桁架構件要堆放在枕木上其間距以不引起桁架變形為宜。 4、原材料必須以二檢合格,具有出廠合格證及材質證明書方可使用。 3. 構件表面處理 1、 鋼結構的表面處理對熱噴涂涂層與基體的結合性能有很大影響。針對本工程的實際情況,鋼結構表面處理采用壓力式噴砂除銹法,這種施工方法即可使基體表面清潔度達到要求,也可使基體表面粗糙度達到要求。由于施工區域不同,噴砂選用不同的槍頭噴射。鋼桁架主梁等大面積工作區域采用150mm槍頭,并配粉塵回收裝置。角鋼及鋼桁架腹桿角鋼夾縫工作區域采用12 mm槍頭。 (1 ) 施工工藝:檢查壓力表、膠管、噴砂槍等機具正常→壓縮空氣進入儲氣罐經油,水分離器潔凈→ 打開砂罐進氣閥待罐內壓力達到平衡→打開罐底氣閥將砂粒噴射到金屬基體表面。 (2)砂選用干燥、清潔、有棱角的河砂,砂的粒徑為0.5~2.0mm。 (3) 噴砂施工時,施工環境相對濕度不應大于85%。構件要保持干燥。加工處理的鋼材表面呈現灰白色為佳,除銹等級達到Sa3級。鋼材表面粗糙度為RZ40~80 um。 (4) 除銹合格后,應在短時間內進行熱噴鋅處理。在晴天或不太潮濕的天氣,間隔時間不得超過12小時;在雨天,潮濕天氣下,間隔時間不得超過2小時。 4、 影響噴鍍層的原因 鋼結構表面處理好壞是影響其鍍層的保護年限和保護效率的主要原因,而影響表面處理的根本原因是:壓縮空氣的壓力、噴射角度、噴射距離。 (1) 壓縮空氣壓力范圍:壓縮空氣壓力一般在6~7KG/cm2。因在不同的壓力下,表面的電極電位值不同,所以鍍層的結合強度就不同。隨著空氣壓力的增加表面的粗糙度增加,鍍層與基體之間的結合力將會上升,當空氣壓力增加到7KG/cm2時其鍍層結合力達到高點。 (2)噴射時間:噴射時間的長短,對基體表面電極電位、粗糙度和噴涂層的結合強度有直接影響。根據實際操作可知噴射在20秒時粗糙度在40~60 um,鍍層有較高的結合強度值。4.2.3噴射角度及噴射距離:噴射角度是指噴射的砂粒射流中心束和基體表面的夾角。在其它條件不變情況下,噴射角度為75℃佳。噴射距離是指噴槍嘴與工件表面的距離。在其它條件不變的情況下噴射距離在180~200mm時,無
熱噴涂、噴鋁 噴鋅施工隊伍,擁有美國進口TAFA超音速電弧噴涂、等離子噴涂等18臺套噴涂施工設施。公司主要業務為熱噴鋁、熱噴鋅、熱噴不銹鋼、噴砂涂裝、油漆防腐工程,采用先進的超音速電弧噴涂技術,其與普通電弧和火焰噴涂相比,具有更高的粒子飛行速度、的結合強度、更低的孔隙率、涂層致密均勻、且噴涂工件不變形特點,可以獲得高質量的涂層,具有很強的防腐耐磨性能。
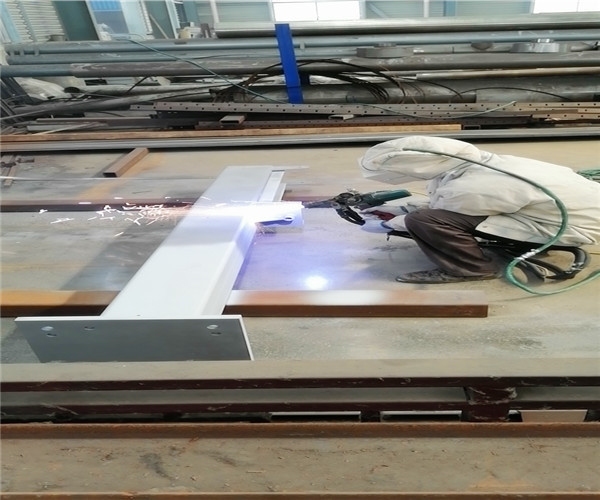
本公司施工是在業主浙江佳力風能技術有限公司,工程名稱:風力發電輪轂表面施工噴鋅、涂裝工程項目。工藝要求如下;
1.風電輪轂采用噴砂除銹工藝。
2.輪轂噴鋁涂層厚度250um
3.鋁層封孔厚度100um
4.油漆涂裝防腐施工工
我們公司主要服務有:噴砂除銹,熱噴鋅處理,熱噴鋁處理,不銹鋼啞光處理、熱噴鋅鋁合金、熱噴鎳基合金、熱噴偽合金、油漆噴涂、防腐材料銷售等,
公司擁有雄厚的資金實力、專業的投資經驗、強大的技術和經營管理團隊,聚集了很多相關行業的專家,與多家企業建立誠信的合作伙伴關系。公司多年來堅持以“科技求發展,以質量求生存”為方針目標,以“服務只有起點,滿意沒有終點”原則,以“誠實、守信”作為與客戶合作恪守的商業道德標準,以“開拓,,務實,創新”為企業精神,不斷推進企業的創新,以強大的技術和實力服務于各行各業,全力以赴追求卓越。如果你對我們的服務感興趣,可以來電咨詢!我們定會為你一一解答,解惑!
電弧噴鋅 工藝有一定的溫度約100℃左右,故工件熱鍍后不會產生變形。而噴鋅工藝噴涂時的溫度很低,工件表面溫度<80℃,因此工件不變形。采用冷,熱鍍鋅工藝工件受鍍槽長,寬,高的限制,而采用噴鋅工藝則工件沒有限制。在沒有保護的情況下,碳鋼的平均腐蝕速度比鋅高5-20倍,比鋁高40-100倍。采用普通的油漆防護時。研究表明鋁涂層的防護機理鋅由于油漆與鋼鐵基體的粘附強度低。鋼鐵在大氣和水介質中由于電化學腐蝕原因。
電弧噴涂熱噴鋅熱噴鋁防腐公司鋼結構噴鋅噴鋁、鋼箱梁橋噴鋅噴鋁、鋼電視鐵塔噴鋅噴鋁、站機架噴鋅噴鋁 熱噴涂技術是一種廣泛適用于材料表面強化、表面防護、表面修復和表面裝飾的應用技術,它可在各種固體工程材料表面,噴涂各種金屬及合金、工程陶瓷、工程塑料以及由以上材料形成的復合材料,并能形成牢固的結合層,從而使制品表面獲得耐磨、耐蝕、耐高溫、抗氧化、隔熱、導熱、絕緣、導電、輻射、防輻射、低磨擦、防咬合、密封、增大化學反應有效面積等等特殊性能。機械零件在運行過程中,因磨損、腐蝕、或在加工過程中超差,均可采用熱噴涂技術予以修復。運用熱噴涂技術可達到提高制品適用壽命、節省貴重材料、節約能源、修舊利廢以及裝飾美化等目的。熱噴涂技術還可用于模具制造。目前,熱噴涂技術已廣泛應用到航天、航空、機械、電力、石油、化工、冶金、礦山、機車、船舶、鐵路、公路、制糖、制藥、造紙、印刷、紡織等幾乎國民經濟的各個方面,還可用于工藝美術、文物保護、建筑防腐與裝飾等等方面。 吳江市電弧噴涂熱噴鋅熱噴鋁防腐公司適用范圍: 市政 各類鋼結構的熱噴涂長效防護涂層、防腐、長效防腐,一次防護壽命可達 30 年以上 造紙機械 蒸鍋、烘缸、烘箱內壁增壽強化修復;各種輥類表面強化和修復;離心泵、軸流泵、蒸汽鍋爐、閥門及攪拌機轉軸密封套等零部件修復;瓦楞輥表面強化(經強化處理后,瓦楞輥表面硬度可提高至 HV1200 ,瓦楞輥的工作壽命可達 4000 萬米以上)。
陜西商洛華電高空工程有限公司是一家以生產 煙囪維修加固防腐為主的廠家、以客戶需求為發展的根本,保障服務質量,不斷提高發展技術和服務領域,為客戶提供便捷、優質、的服務。 一貫秉承、便捷、優質、的服務理念,全體職工發揚“團結、奮發、、奉獻“的精神,以“保證質量、用戶滿意“作為永恒的追求和鄭重的承諾,愿以先進的技術、優良的設備、科學的管理,竭誠為廣大客戶提供省時、省力、省錢、、快捷、方便的優質服務。愿在您的信任和大力支持下共創美好明天
鋼結構噴鋁噴鋅防腐的施工工藝
一般電弧噴涂設備由整流電源、控制裝置、噴槍、金屬絲盤架或送絲裝置、壓縮空氣供給系統等組成。金屬絲盤架和壓縮空氣供給系統與線材火焰噴涂相同。電弧噴鋅、噴鋁工藝參數除與噴涂材料有很大關系外,還取決于使用的設備和生產效率的要求。鋼結構噴鋁噴鋅防在國內的應用電弧噴涂長效防腐技術于20世紀90年代起,金屬噴涂技術中尤以電弧噴涂應用為普遍,其應用前景也更為廣泛。電弧噴涂防腐原理是利用電弧噴涂設備,對兩根帶電的金屬絲(如鋅、鋁等)進行加熱、熔融、霧化、噴涂形成防腐涂層,外加有機封閉涂層的長效防腐復合涂層該涂層的顯著特點是:具有較長久的耐腐蝕壽命其防腐壽命可達到50年以上同時該防腐涂層在30年使用期內無須其它任何防腐維護;30年以后的維護,僅須在電弧噴涂層上刷封閉涂料;無須重新噴涂,實現一次防腐,涂層經久有效。電弧噴涂層與金屬基體具有優良的涂層結合力(可達10Mp以上),金屬噴涂層以機械鑲嵌和微冶金與基體金屬相結合,在輕微的彎曲、沖擊或碰撞下也能確保防腐涂層不脫落、不起皮、結合牢固、防腐長久有效,這一點是其它任何表面防腐涂層無法達到的。電弧噴涂鋅、鋁涂層防腐原理為陰極保護,在腐蝕環境下,即使防腐涂層局部破損,仍具有犧牲自己保護鋼鐵基體之效果。涂層(陽極)與鋼鐵基體(陰極)的面積比≥1;而富鋅涂料的陽極與陰極比都<1,其保護效果和結合力也遠遠低于電弧噴涂防腐涂層。
選購鋼結構表面熱噴鋁噴鋅來陜西省商洛市找華電高空工程有限公司(商洛分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:朱雄飛-15380593638,{QQ:784669153},地址:[人民路金融城]。

















