
以下是:陜西省商洛市螺旋鋼管供不應求的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 螺旋鋼管 Q235B 范圍 螺旋鋼管供不應求供應范圍覆蓋陜西省 商洛市 西安市、寶雞市、咸陽市、延安市、漢中市、榆林市、銅川市、安康市 商州區、洛南縣、丹鳳縣、商南縣、鎮安縣、柞水縣等區域。 【全通】持續拓展產品矩陣,現有寶雞防腐鋼管工藝精細質保長久、咸陽防腐鋼管定制速度快工期短、榆林防腐鋼管多年經驗值得信賴、銅川防腐鋼管設計制造銷售服務一體、安康防腐鋼管高品質現貨銷售、商南防腐鋼管好品質售后無憂、柞水防腐鋼管生產安裝等,滿足不同場景需求。螺旋鋼管供不應求,全通管道(商洛市分公司)為您提供螺旋鋼管供不應求,聯系人:席經理,發貨地:城南開發區蒲洼城園區。 陜西省,商洛市 2022年,商洛市實現地區生產總值902.56億元,其中,產業增加值125.77億元,第二產業增加值359.55億元,第三產業增加值417.24億元。人均生產總值44599元。
我們為您準備了螺旋鋼管供不應求產品的全新視頻介紹,視頻中的每一幀,都是產品的真實寫照
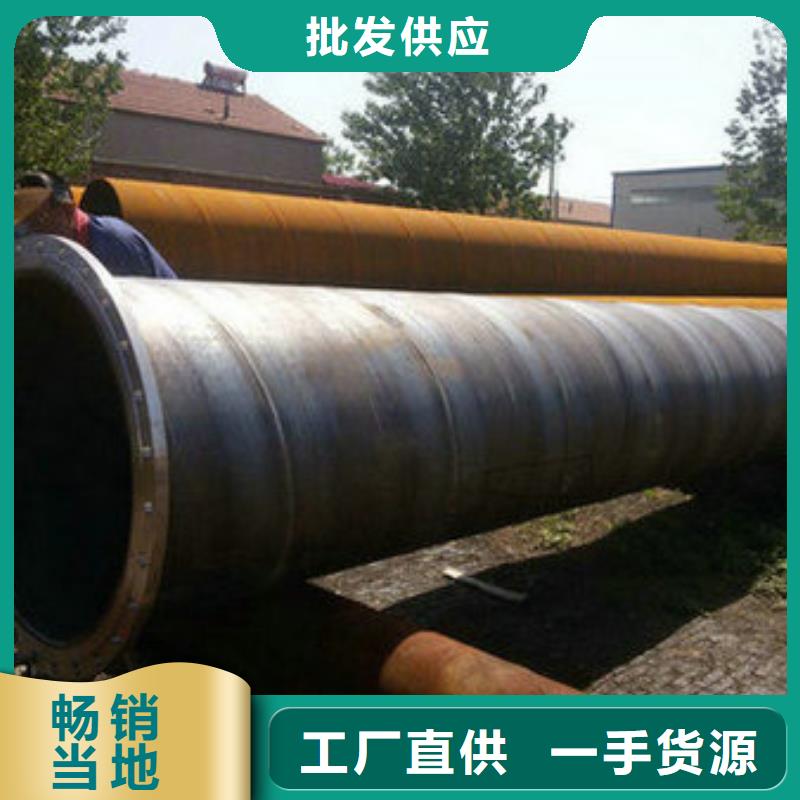
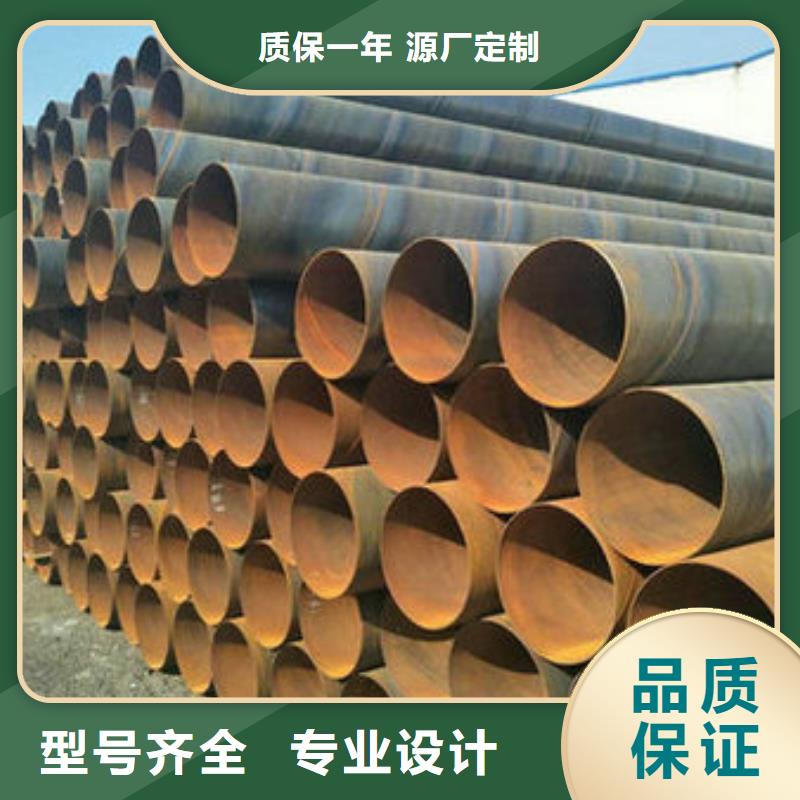
以下是:螺旋鋼管供不應求的圖文介紹主營產品 防腐鋼管成熟工藝,品質可鑒,誠信、質量是我們的服務宗旨,真材實料制作而成。多年行業經驗,產品細節讓您選擇陜西商洛全通管道有限公司。
我司實力雄厚,重信用、守合同、保障產品質量,以多種經營特色和薄利多銷的原則,獲得了廣大客戶的信任。
芯棒潤滑;芯棒潤滑效果不好或芯棒潤滑劑溫度過低,會產生內結疤。為了提高芯棒溫度,可采取只一次冷卻水冷卻的辦法。生產過程中需要嚴格控制芯棒的溫度,保證噴涂潤滑劑前芯棒表面溫度在80-120℃,芯棒溫度不能長時間高于120℃,以保證預穿前其表面的潤滑劑干燥并致密,操作工應經常檢查芯棒潤滑狀況。Mo,采用控軋工藝,這種鋼相對于前者包辛格效應小且減少偏析,多用于X65,X70鋼級,根據報導國外有少量X80鋼試制時也采用這種鋼,其缺點為由于加Mo而Mo,故成本偏高,4,超低炭貝氏體鋼(U1traLowCarbonBainite)這種鋼主要化學成分為Mn。長期以來主要鋼種是20G,12Cr1MoV,G102,今后的主力鋼種將是20G,表層套管采用焊管已成必然12Cr1MoV,T91(P91),TP347H,國內T91(P91),TP347H尚處于試制階段。溫度,以及管道周圍所處的介質是不是具有腐蝕性,因為介質腐蝕性的高低與土壤所含的各項微生物有著密切的關系,并且如果是長輸管道的話,土壤環境性質更加復雜,除此之外,管道所處環境的溫度也會影響螺旋鋼管廠家的腐蝕。
螺旋鋼管在出廠之前應做機械性能試驗和壓扁試驗以及擴口試驗,并要達到標準規定的要求。質量檢測方法如下:1、從表面上判斷,也就是在外觀檢驗。焊接接頭的外觀檢驗是一種手續簡便而又應用廣泛的檢驗方法,是成品檢驗的一個重要內容,主要是發現焊縫表面的缺陷和尺寸上的偏差。一般通過肉眼觀察,借助標準樣板、量規和放大鏡等工具進行檢驗。若焊縫表面出現缺陷,焊縫內部便有存在缺陷的可能。2、物理方法的檢驗:物理的檢驗方法是利用一些物理現象進行測定或檢驗的方法。材料或工件內部缺陷情況的檢查,一般都是采用無損探傷的方法。無損探傷有超聲波探傷、射線探傷、滲透探傷、磁力探傷等。3、受壓容器的強度檢驗:受壓容器,除進行密封性試驗外,還要進行強度試驗。常見有水壓試驗和氣壓試驗兩種。它們都能檢驗在壓力下工作的容器和管道的焊縫致密性。氣壓試驗比水壓試驗更為靈敏和速,同時試驗后的產品不用排水處理,對于排水困難的產品尤為適用。但試驗的危險性比水壓試驗大。進行試驗時,必須遵守相應的技術措施,以防試驗過程中發生事故。4、致密性檢驗:貯存液體或氣體的焊接容器,其焊縫的不致密缺陷,如貫穿性的裂紋、氣孔、夾渣、未焊透和疏松組織等,可用致密性試驗來發現。致密性檢驗方法有:煤油試驗、載水試驗、水沖試驗等。
隨著我國城市化進程的加快,雨污水管道工程作為一項基礎性的工程受到越來越多的關注。雨污水管道施工的質量會直接關系到城市的雨水和污水的排放,給城市居民的生活造成一定的影響。只有保證市政雨污水管道的施工質量,就可以真正地確保城市雨水和污水的正常排放和收集。 我國制造螺旋焊管已有多年的歷史,螺旋焊管出現于1888年,1960年出現雙面焊接后其焊縫質量大為提高。
螺旋鋼管在生產過程中合理控制加熱溫度,通過測定熱塑性曲線,選擇的加熱溫度。管坯加熱還要注意有足夠的保溫時間,以降低變形抗力和提高45#結構厚壁螺旋管塑韌性。螺旋鋼管的生產過程需要的程序比較多,后一步是降低軋輥轉速,軋輥轉速是穿孔工藝的關鍵參數,軋輥轉速由低向高變化過程中,存在一個開始出現分層的臨界軋輥轉速。軋輥轉速較低時,管坯容易形成孔腔;軋輥轉速較高時,管坯和45#結構螺旋鋼管容易形成分層缺陷。為了管坯和45#結構螺旋鋼管分層缺陷,應把軋輥轉速降低到開始出現分層的臨界軋輥轉速以下。螺旋管焊接區的常見缺陷有氣孔、熱裂紋、和咬邊等。氣泡。氣泡多發生在焊道,其主要原因是氫氣依舊以氣泡的形式隱藏在焊縫金屬內。
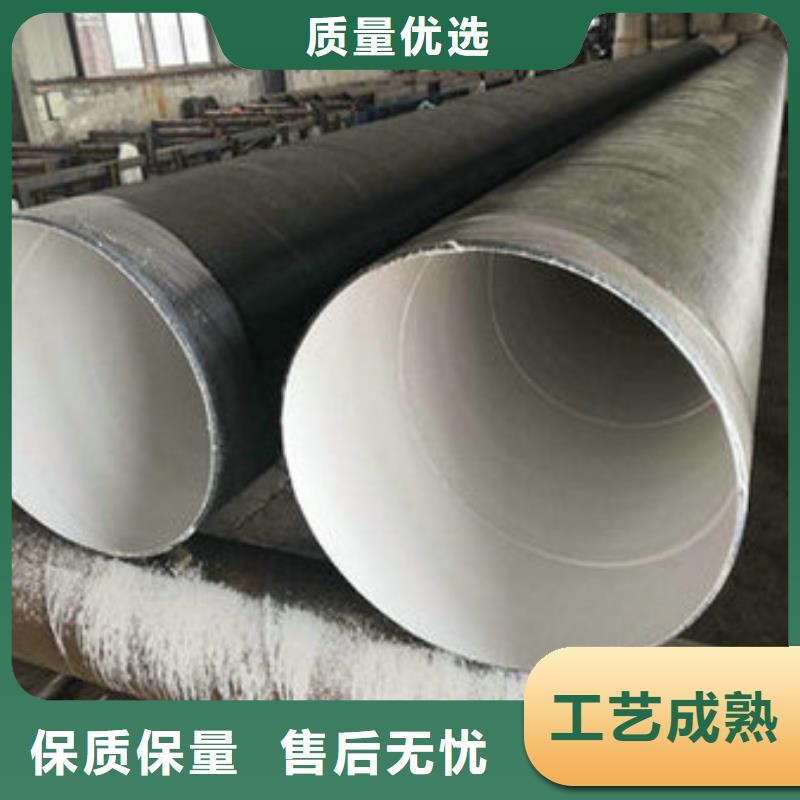
雙面埋弧焊螺旋鋼管廠家有哪些發展歷程這個焊藥系統由一個漏斗裝的焊藥通過一個管道輸送到要焊接的前面。埋弧自動焊是在1940年發明的一種新的焊接方法,它和前面的手工焊相同的地方是它還是采用渣保護,但是這個渣不是焊條的藥皮,是專門熔煉出來的焊藥。第二個不同是不采用焊條,采用焊絲,因為焊絲可以連續送給;焊條,我們燒完一根焊條總得有一個焊條頭就給扔了,而且操作得停下來,換焊條然后再焊。改成焊絲以后,用送焊絲的裝置和焊絲盤,連續地送給焊絲,這種焊接方法是連續送進的焊絲,在可熔化的顆粒狀的焊劑覆蓋下引燃電弧,使焊絲、母材和焊劑的一部分熔化和蒸發構成一個空腔,電弧是在空腔里面穩定燃燒,所以把它稱之為埋弧自動焊。 所以制作螺旋鋼管的鋼板的選擇要慎重,表面要均勻不要有劃傷,過以上兩幅圖可以明顯的看出螺旋鋼管的焊縫是螺旋形狀的,無縫鋼管是沒有焊縫的,螺旋鋼管由于價格比較便宜,目前被廣泛的應用于輸水管道或者是一些壓力較小的石油。
螺旋鋼管供不應求_全通管道(商洛市分公司),固定電話:【15132765283】,移動電話:【15132765283】,聯系人:席經理,城南開發區蒲洼城園區 發貨到 陜西省 商洛市 西安市、寶雞市、咸陽市、延安市、漢中市、榆林市、銅川市、安康市 商州區、洛南縣、丹鳳縣、商南縣、鎮安縣、柞水縣。










