
以下是:陜西省銅川市焊管商家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 焊管商家供應范圍覆蓋陜西省 銅川市 西安市、寶雞市、咸陽市、延安市、漢中市、榆林市、商洛市、安康市 王益區、印臺區、耀州區、宜君縣等區域。 【天鋼友聯】為客戶提供多樣化產品,包括寶雞焊管好貨有保障、咸陽焊管服務至上、延安焊管質量為本、漢中焊管大廠生產品質、商洛焊管設計制造銷售服務一體、安康焊管品質優良、王益焊管批發供應、印臺焊管當地貨源等,適配多元場景需求。焊管商家,天鋼友聯管道科技(銅川市分公司)tjtgz30042-76專業從事焊管商家,聯系人:周經理,電話:【022-8491-4015】、【15163551486】,供應服務范圍覆蓋:陜西省 銅川市 西安市、寶雞市、咸陽市、延安市、漢中市、榆林市、商洛市、安康市 王益區、印臺區、耀州區、宜君縣,以下是焊管商家的詳細頁面。 陜西省,銅川市 2022年,銅川市地區生產總值突破500億元大關,達到505.55億元,按不變價格計算,同比增長4.3%。
為了給您提供更的焊管商家產品信息,解鎖焊管商家產品新體驗,視頻帶你玩轉每個細節!以下是:陜西銅川焊管商家的圖文介紹
內蒙古煤炭交易中心副總工程師李盛表示,要解決地區煤炭供應緊張問題,建議鼓勵煤炭產地的企業與煤炭需求大的地區進行合作,建設儲煤基地,設立調峰煤礦,實現煤炭供應的動態平衡。
中國(海南)改革發展研究院課題組專家建議,加快電力體制的綜合改革,實現電力公益性與商品性的有效兼容。
淘汰燃煤鍋爐,是推進大氣污染防治、改善環境空氣質量的重要舉措。今年以來,我市(張家口,下同)按照中央和省委、省政府的部署要求,深入開展燃煤鍋爐淘汰治理工作,推進35蒸噸/小時及以下燃煤鍋爐“清零”,確保全市空氣質量穩步。開展燃煤鍋爐排查。深入排查燃煤鍋爐淘汰及改氣改電等情況,通過核實鍋爐底數及鍋爐淘汰、改造用氣用電量,制定了2018年燃煤鍋爐治理清單,以天然氣、電力保供能力確定燃煤鍋爐改氣、改電的數量,做到一臺鍋爐一張表,形成鍋爐類型、淘汰改造方式、整改、驗收、責任人的完整清單,并妥善做好煤改電、煤改氣用量的核算及備案,為下一步燃煤鍋爐淘汰治理工作奠定基礎。
深入推進燃煤鍋爐淘汰。開展35蒸噸/小時及以下燃煤鍋爐、茶爐大灶、經營性小煤爐淘汰工作,并嚴格燃煤設施準入,主城區建成區及城鄉結合部、縣城建成區及經濟開發區(產業園區、示范區)范圍內禁止新建燃煤鍋爐,其他區域禁止新建35蒸噸及以下燃煤鍋爐。同時,在集中供熱管網覆蓋的區域優先并入集中供熱,無法并入集中供熱的,積極穩妥地推進燃煤鍋爐改電、改氣工程,推廣光伏、光熱和工業余熱利用等多種供暖方式,進一步從源頭防控污染。
強力推進鍋爐深度治理。大力治理散煤污染,改造燃煤鍋爐以及燃煤發電機組。除層燃爐、拋煤機爐外,其他65蒸噸/小時以上燃煤鍋爐完成超低排放改造,并對煤改氣鍋爐同步實施低氮燃燒改造。此外,對全市35蒸噸/小時以上燃煤鍋爐安裝在線監測裝置并與環保部門聯網,實現生產設施和治理設施同步運行、實時監控,確保全市空氣質量穩定達標。
陜西銅川天鋼友聯管道科技有限公司奉行“ 焊管質量優先”的生產原則,并一貫遵循對每一道工序負責,對每一個 焊管產品負責,對每一位用戶負責的質量方針,竭誠為用戶服務,既要把生產設備的技術關,質量關,根據用戶的具體需要,對設備進行合理的技術改造,以達到不同用戶的要求,滿足用戶不同環境條件下的使用效果。
近年來,隨著國民經濟的發展,厚壁直縫埋弧焊管在海洋平臺、高溫高壓的壓力容器、風力發電管樁等方面得到越來越廣泛的運用。制造這類鋼管一般使用D36鋼、S355鋼及具有Z向性能的結構鋼板,板材厚度較大,含碳量較高,且碳當量較高,可焊性較差,淬硬傾向大,使焊接接頭的焊接性能降低,易產生冷裂紋,特別是橫向裂紋出現概率偏大。出現焊接裂紋后,除了必要的控制措施外,還要注意及時對工件進行返修。以S355鋼為例說明出現焊接橫向裂紋后的返修措施。具體是:
1、確認缺陷
對所有焊縫進行UT檢驗,標出裂紋的位置、長度、深度及方向。如果整條焊縫都有缺陷,建議刨掉整條焊縫重新進行埋弧焊接,局部返修建議采用焊條電弧焊。
2、刨前預熱
預熱溫度為110-170℃,預熱溫度檢測位置為焊縫兩側不小于150mm,加熱范圍為距離缺陷四周500mm以內。
3、氣刨
氣刨范圍為裂紋缺陷兩端向外、完好焊縫不少于50mm外向中間氣刨,刨槽兩端為圓滑平緩過渡,過渡面與垂直線至少大于45°。氣刨碳棒角度應在60°以下,尤其是在將要到達裂紋處,角度盡可能小。
4、打磨
打磨至無黑皮,打磨之后的表面應平滑過渡,不應有尖銳的深坑。
5、PT
冷卻至合適溫度后做滲透檢測(PT)。
6、打磨
依據PT檢測結果,進行打磨,打磨至沒有紅線為止。
7、MT
打磨好后做磁粉檢測(MT),確認沒有殘余裂紋,否則應繼續打磨,直至MT檢測不出裂紋為止。
8、焊前預熱
的預熱溫度為110-170℃,預熱溫度檢測位置為焊縫兩側不小于150mm,加熱范圍為距離焊縫500mm以內。
9、焊接
按照補焊作業指導書進行,焊道寬度不超過15mm,能分道就分道。可采用焊條電弧焊或自動埋弧焊工藝。
10、焊后保溫、緩冷
11、焊后熱處理
焊后熱處理主要是擴散氫、降低焊后殘余應力,對于剛度較大的焊件有專門進行“消氫處理”、“應力熱處理”。的熱處理制度是:焊接完成后立即用陶瓷電熱毯加熱至200℃,保溫2h后關電緩冷。
12、焊后檢測
焊接完成48h后,按要求進行NDT檢測,確認返修合格。
tjtgz
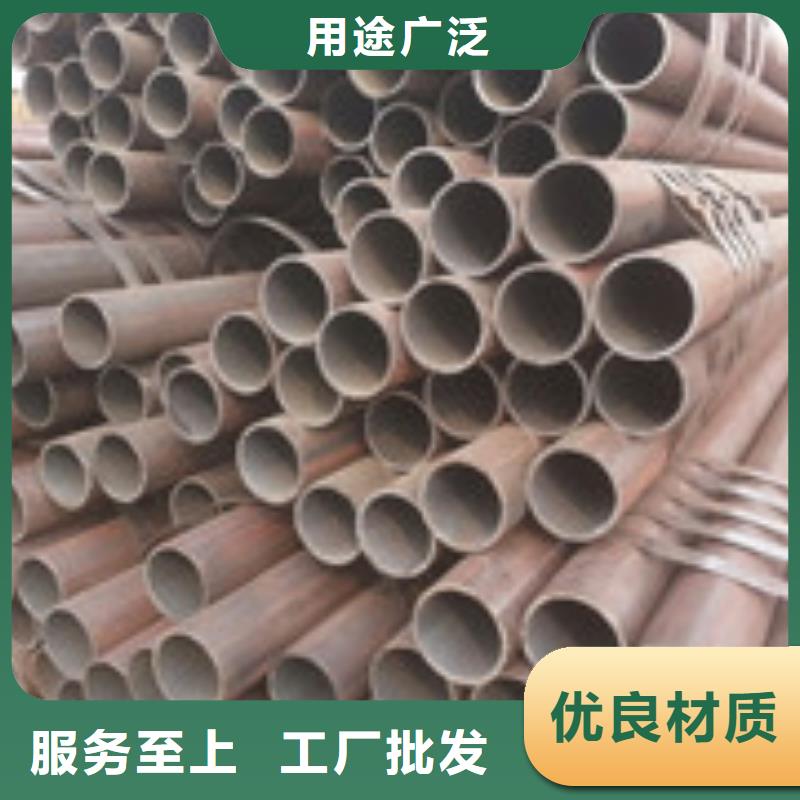
直縫焊管是將熱軋板卷經過成型機成型后,使鋼卷變形為圓滑的圓筒狀,利用高頻電流的集膚效應和鄰近效應或焊劑層下燃燒的電弧進行焊接,使管坯邊緣加熱熔化,并在一定的擠壓力作用下熔合,經終冷卻成型。其中管坯邊緣利用高頻電流熔化的被稱為高頻直縫焊管(ERW),利用電弧熔化的被稱為直縫埋弧焊管(LSAW)。
直縫焊管主要原料是低碳鋼熱軋板卷、熱軋帶,在石油、冶金、建筑、煤礦、港口、機械等行業廣泛用于石油天然氣輸送、低壓水煤氣輸送、礦用流體輸送、帶式輸送機托輥、汽車傳動軸等等。
焊接鋼管:也叫焊管,是用鋼板或鋼帶經過彎曲成型,然后經焊接制成。按焊縫形式分為直縫焊管和螺旋焊管。按用途又分為一般焊管、鍍鋅焊管、吹氧焊管、電線套管、公制焊管、托輥管、深井泵管、汽車用管、變壓器管、電焊薄壁管、電焊異型管和螺旋焊管。一般焊管:一般焊管用來輸送低壓流體。用Q195A、Q215A、Q235A鋼制造 。采用易于焊接的其它軟鋼制造。鋼管要通鋼管和加厚鋼焊管的規格用公稱口管進行水壓、彎曲、壓扁等實驗,對表面質量有一定要求,通常交貨長度為4-10m實際不同,焊管按規定壁厚有普兩種,鋼管按螺紋和不帶螺紋兩種。
隨著焊管技術提高提高和加工簡便,現在焊接管代替部分無縫管,焊管已能生產219mm(8寸)以上。
今年在陜西省銅川市購買焊管商家有了新選擇,天鋼友聯管道科技(銅川市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的焊管商家產品。如需購買或咨詢,請隨時聯系我們,聯系人:周經理-【15163551486】,地址:大邱莊鎮源通大廈B座203。









