

以下是:找螺旋鋼管認準津大偉業無縫管材有限公司的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 規格 219-2200*2-20 材質 Q235、Q345B、L245、L360 焊接方式 雙面埋弧、螺旋焊接 適用范圍 廣范 是否加工 否 產地 天津 品牌 友發 是否進口 否 可否加工 可加工、防腐、坡口 找螺旋鋼管認準津大偉業無縫管材有限公司,大偉業無縫管材(通江縣分公司)專業從事找螺旋鋼管認準津大偉業無縫管材有限公司,聯系人:劉經理,電話:022-59662680、13820182038,QQ:907485772,發貨地:北方世紀鋼城庫,以下是找螺旋鋼管認準津大偉業無縫管材有限公司的詳細頁面。 四川省,巴中市,通江縣 2012年,通江縣被譽為 “川陜蘇區首府”、“中國紅軍之鄉”、“中國銀耳之鄉”、“中國溶洞之鄉”的稱號。2018年,實現地區生產總值(GDP)123.54億元,比上年增長8.1%。
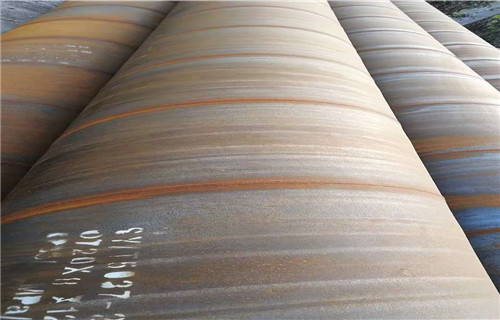
文字的描繪可能無法完全捕捉找螺旋鋼管認準津大偉業無縫管材有限公司產品的精髓,觀看視頻,讓產品自己向您訴說它的故事。以下是:找螺旋鋼管認準津大偉業無縫管材有限公司的圖文介紹L245螺旋鋼管,是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。
L245螺旋管生產工藝
1、 原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。
2、 帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。
3、 成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。
4、 采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。
5、 采用外控或內控輥式成型。
6、 采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。
7、 內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范。
8、 焊縫經過在線連續超聲波自動傷儀檢查,保證了螺旋焊縫無損檢測覆蓋率。
9、 采用空氣等離子切割機將鋼管切成單根。
10、 切成單根鋼管后,每批鋼管頭三根要進行嚴格首檢制度,確保制管工藝合格后,正式投入生產。
11、 焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查。
12、 帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。
14、 每根鋼管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機檢測裝置嚴格控制。試驗參數自動打印記錄。
15、 管端機械加工,使端面垂直度,坡口角和鈍邊得到準確控制。
1、螺旋鋼管堆碼的原則要求是在碼垛穩固、確保的前提下,做到按品種、規格碼垛,不同品種的材料要分別碼垛,防止攪渾和相互侵蝕;
2、禁止在螺旋鋼管垛位四周存放對鋼材有侵蝕作用的物品;
3、螺旋鋼管垛底應墊高、堅固、平整,防止材料受潮或變形;
4、同種材料按入庫先后分別堆碼;
5、露天堆放的螺旋鋼管型鋼,下面必需有木墊或條石,垛面略有傾斜,以利排水,并留意材料安放平直,防止造成彎曲變形;
6、螺旋鋼管堆垛高度,人工功課的不超過1.2m,機械功課的不超過1.5m,垛寬不超過2.5m;
7、垛與垛之間應留有一定的通道,檢查道一般為0.5m,出入通道視材料大小和運輸機械而定,一般為1.5~2.0m;
8、露天堆放角鋼和槽鋼應俯放,即口朝下,工字鋼應立放,鋼材的I槽面不能朝上,以免積水生銹;
9、垛底墊高,若倉庫為向陽的水泥地面,墊高0.1m即可;若為泥地,須墊高0.2~0.5m。若為露天場地,水泥地面墊高0.3~0.5m,沙泥面墊高0.5~0.7m。
總經理劉經理攜全體員工愿與新老客戶朋友本著誠實守信、互惠互利原則,以真誠的心架起彼此合作的橋梁,互相支持,共同發展,為 無縫鋼管行業的美好明天而共同努力。
選購找螺旋鋼管認準津大偉業無縫管材有限公司來巴中市通江縣找大偉業無縫管材(通江縣分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:劉經理-13820182038,{QQ:907485772},地址:[北方世紀鋼城庫]。







