


以下是:內蒙古通遼市XG1.5滾焊機廠家的產品參數
型號 XGGJ-2000 鋼筋籠直徑 φ800-2000φ 鋼筋籠長度 12米 主筋直徑 φ12-32 箍筋直徑 φ5-φ12 裝機總功率 22KW 范圍 XG1.5滾焊機供應范圍覆蓋內蒙古 通遼市 呼和浩特市、包頭市、烏海市、赤峰市、鄂爾多斯市、呼倫貝爾市、烏蘭察布市、興安市、錫林郭勒市、阿拉善市 等區域。 【寶潤】為您提供包頭數控鋼筋彎曲中心做工細致、赤峰數控鋼筋彎曲中心生產加工、鄂爾多斯數控鋼筋彎曲中心海量現貨、呼倫貝爾數控鋼筋彎曲中心真正讓利給買家、烏蘭察布數控鋼筋彎曲中心一手貨源源頭廠家等多元產品與服務。選購XG1.5滾焊機廠家來內蒙古通遼市找寶潤機械(通遼市分公司)hnbr32795-76,我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:趙宇飛-【13243367666】,地址:[二七區長葛市鐘繇大道南段東辛莊社區]。 內蒙古自治區,通遼市 2022年,通遼市實現地區生產總值1561.76億元,按不變價格計算,比上年增長3.0%。
想要更深入地了解我們的XG1.5滾焊機廠家產品?那么請觀看我們制作的視頻,它比任何文字描述都更具體、更生動。
以下是:內蒙古通遼XG1.5滾焊機廠家的圖文介紹
內蒙古通遼寶潤機械有限公司擁有年輕而又富有活力的 數控鋼筋彎曲中心設計、生產、銷售、售后團隊300人,我們重視培養 數控鋼筋彎曲中心精英。公司選用了各種優質進口原材料,配合高科技設備,充分運用高新技術成果,在設計和制作的過程中時刻把握 數控鋼筋彎曲中心質量,真正體現了傾情設計,精心打造,使每一件 數控鋼筋彎曲中心的優勢及使用功能都發揮到致j i!
在批量生產前 ,應對每種規格 、每種連接型式鋼 筋進行接 頭 工藝檢驗,且每種規格鋼筋的接頭試件不應少于 3根,并送試驗 單位進行拉伸 ,拉伸合格后 ,方可正常生產 。 加工絲頭時,應采用水溶性切削液,嚴禁用機油作切削液或 不加切削液加工絲頭 。 絲頭加工時,其絲頭加工長度為標準套筒長度的 1/2,公差為 +2P (P為螺距 )。 連接鋼筋時,鋼筋規格和套筒的規格必須一致,鋼筋和套筒 的絲扣應干凈 、完好無損 。 滾軋直螺紋應使用管鉗和力矩扳手進行施工,將兩個鋼筋絲頭在 套筒中間位置相互頂緊,接頭擰緊應符合如下表 (表一1)的規定。 (表一 I)接頭擰緊力矩 鋼筋直徑 (HllTI) I I8,--22 I 25 l 28 I 32 擰緊力矩 .m) 1 200 l 250 I 280 l 320 四、質量檢驗標準 鋼筋下料時,切口端面應與鋼筋軸線垂直,不得有馬蹄形或 撓曲,端部不直應調直后下料。 距鋼筋端頭 1.7m范圍內不得有明顯彎曲,不得有泥、沙。 加工絲頭時必須采用水溶性切削潤滑液,不得在不加潤滑劑 的情況下套絲。 絲頭的牙形飽滿,牙項寬超過 O.6mm 禿牙部分累計長度不 應超 過 1.5倍螺紋周長 。 量規檢 查螺紋:通 端量規應 能通過螺紋超過 3P,而止端量 規則不應通過 螺紋 3P。 在剝肋滾 軋直 螺紋套絲 中,要求每加工 10個絲頭用通止環 檢查一次。合格 的絲頭 ,應立 即將其兩
寶潤機械有限公司
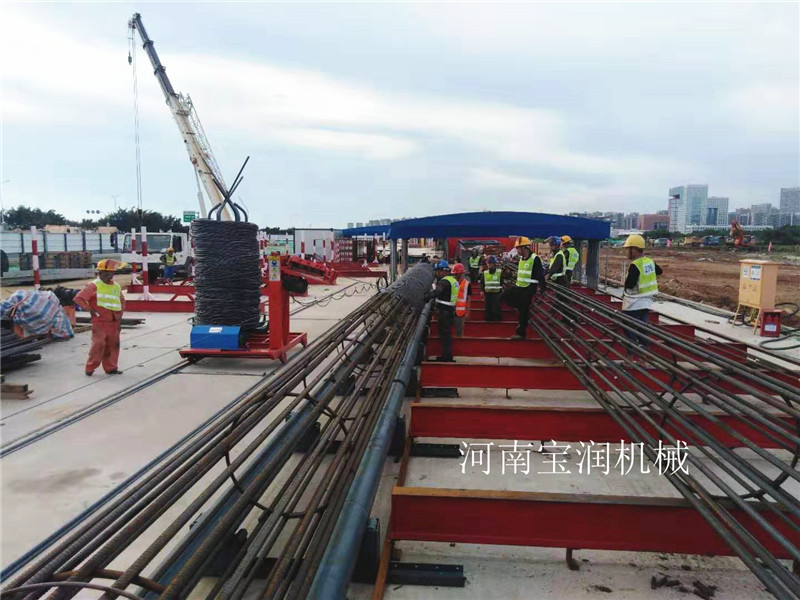
第四步:加強箍筋半成品存放在限位板胎膜上焊接好的加強箍筋待焊縫冷卻后將其移至專門區域進行堆碼整齊。第五步:加強箍筋安裝時與主筋垂直度的控制加強箍筋安裝時其平面位置須保證其與主筋相垂直,垂直度采用掛線錘等方法進行控制,有效避免鋼筋籠直徑出現“縮徑”等其他線形不直順現象出現。加強箍筋制作與安裝具體工藝圖示如下所示:(2)主筋胎模工藝設備主筋制作胎膜工藝設備主要有主筋定位胎模,主筋的具體加工制作及安裝工藝方法如下:步:主筋原材料選取鋼筋原材料經檢測合格后,根據所需規格型號尺寸截取,截取時采用斷筋機截取。第二步:主筋定位將截取好的主筋放置在主筋定位胎模操作平臺,再將主筋擺進定位胎模卡槽中,調整好位置后將其與加強箍筋進行點焊固定,務必確保加強箍筋平面位置與主筋垂直,其垂直度可通過吊線錘的方法準確控制。卡槽處以外的的主筋間距可通過主筋間距定位工具卡位確定,主筋間距定位工具有分為普通型和可調型,可調型可適用于多種尺寸主筋間距控制。第三步:鋼筋籠從主筋胎模中卸離當主筋與加強箍筋準確就位并牢靠連接后,鋼筋籠需從主筋胎模中卸離,卸離作業可采用龍門吊+桁架梁等方法。卸
今年在內蒙古通遼市購買XG1.5滾焊機廠家有了新選擇,寶潤機械(通遼市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的XG1.5滾焊機廠家產品。如需購買或咨詢,請隨時聯系我們,聯系人:趙宇飛-【13243367666】,地址:二七區長葛市鐘繇大道南段東辛莊社區。






