服務熱線:13734465888

更新時間:2025-06-28 23:10:48 ip歸屬地:汕頭,天氣:陰轉陣雨,溫度:26-32 瀏覽次數:11 公司名稱:聊城 金海金屬材料(汕頭市分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 品牌 | 亞電 |
| 產地 | 山東 |
| 用途 | 軸承加工 |
| 聯系方式 | 電話聯系 |
| 加工方式 | 冷拔 熱軋 |
| 范圍 | Gcr15軸承專用管【GB5310高壓鍋爐管】供應范圍覆蓋廣東省 廣州市、深圳市、珠海市、汕頭市、佛山市、湛江市、江門市、韶關市、惠州市、茂名市、汕尾市、東莞市、中山市、潮州市、肇慶市、梅州市、河源市、陽江市、揭陽市、云浮市 龍湖區、金平區、濠江區、潮陽區、潮南區、澄海區、南澳縣等區域。 |






正常來說,Gcr15軸承專用管的熱處理是為了改善鋼的機械性能或可加工性。
具體事項以下:
1 .gcr15無縫鋼管的退火將鋼加熱到一定的溫度并保持一個時間,再之后慢慢冷卻,稱為退火。gcr15無縫鋼管的退火是將鋼加熱到發生了相變或部分相變的溫度,再之后在保溫后緩慢冷卻的熱解決方法。退火的目的是組織欠缺,改善組織,使成分均勻化,細化晶粒,鋼的力學性能,環比殘余應力。與此同時,它能環比降低硬度,塑性和韌性,改善切削性能。從而因此,退火不光只是為了和改善前道工序留下的結構缺點和內應力,也是為了準備后續工序。從而因此,退火是半不同制品熱處理,也稱為預熱處理。
2.gcr15無縫鋼管的正火正火是一種熱解決措施,將鋼加熱到臨界溫度以上,使全部的鋼衍變成均勻的奧氏體,再之后在空氣中自然冷卻
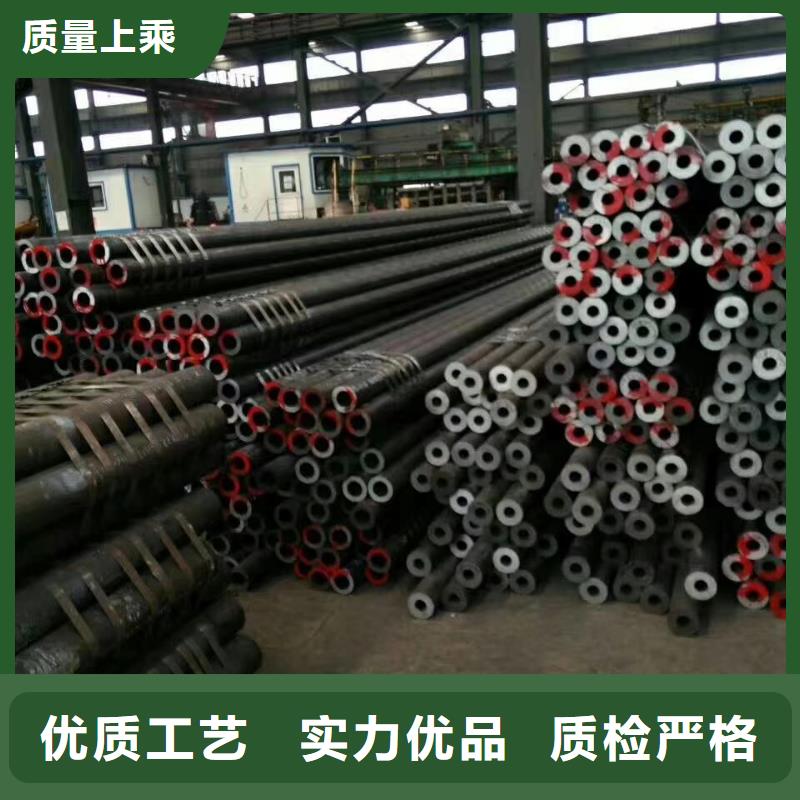
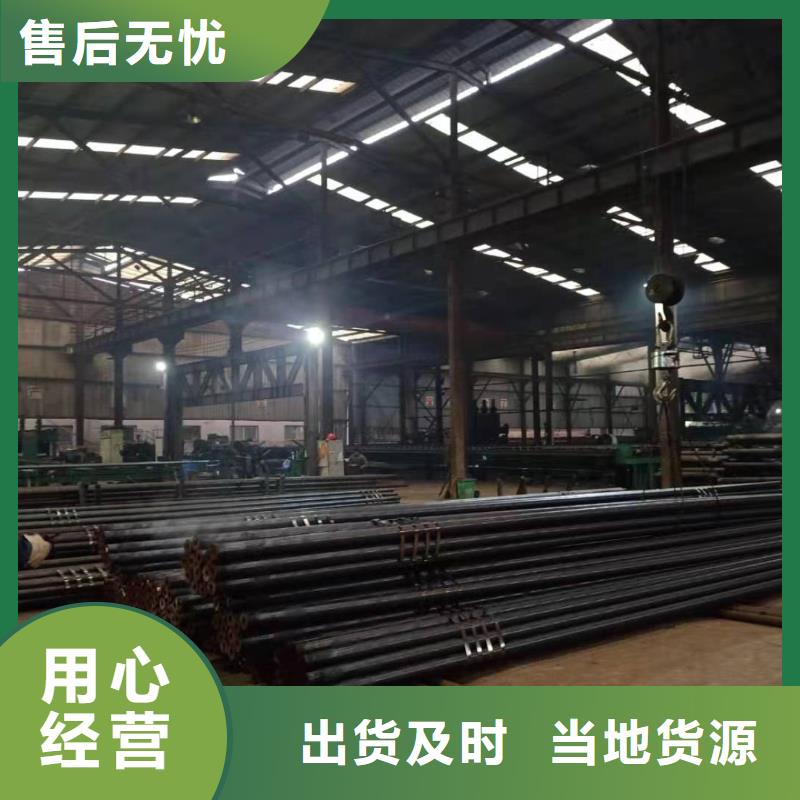
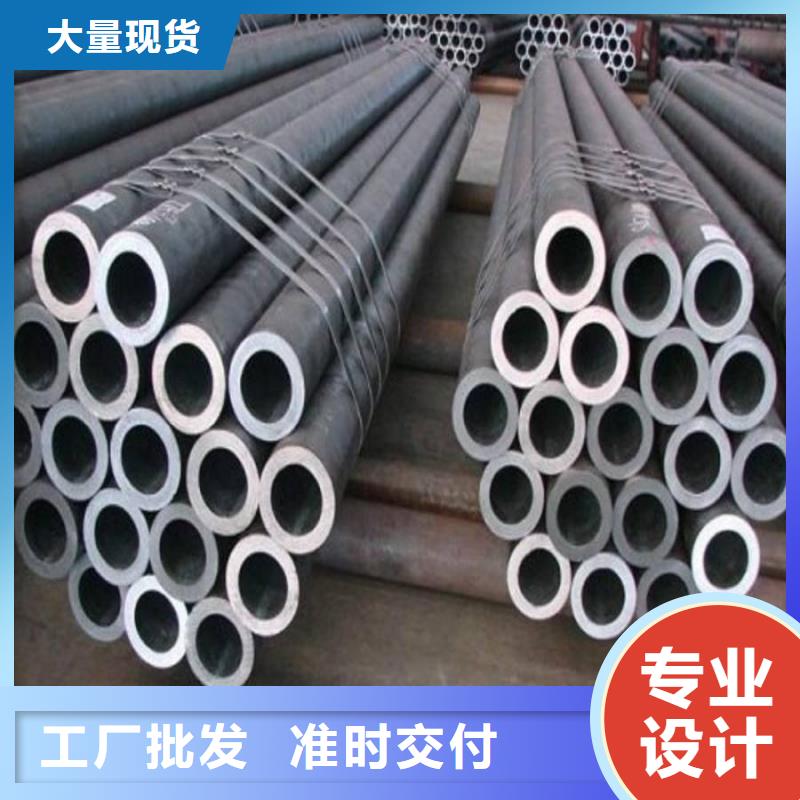
gcr15無縫鋼管
另外,gcr15無縫鋼管冷拔后的去應力退火或再結晶退火所需要的保溫時間與鋼管的外徑直徑、壁厚和保溫溫度也有關。
1.應力退火或重新結合晶體退火的保持時間與軸承鋼管的具體尺寸有關,也與終的機械性能有關,這不可以一概而論。
2.去應力退火用作于鑄鋼件和焊接件的內應力。鋼鐵產品加熱后開始形成奧氏體的溫度為100-200℃,保溫后在空氣中冷卻可以內應力。正常來說,應力退火的溫度應比 一次回火溫度低20-30℃,以免環比減少硬度和機械性能。相對于薄壁工件和易變形焊接件,退火溫度應低于下限。
3.再結晶退火用作于金屬線材和板材在冷拉和冷軋流程中的硬化現象(硬度普遍增加和塑性環比降低)。加熱溫度大致比鋼開始形成奧氏體的溫度低50-150℃。現只有這個樣子才能加工硬化效應,使金屬軟化。再結晶退火是一種熱處理工藝,這當中冷變形金屬被加熱到再結晶溫度以上并保持適當的時間,使得變形晶粒再結晶成均勻的等軸晶粒,以變形強化和殘余應力。



Gcr15軸承專用管生產制造中必須留意包含沖壓模具、淬火、酸洗鈍化、潤化等標準,而且應當另外在毛管的質量檢驗和復查層面充分準備工作中。它是gcr15鋼管廠特備要留意的事兒,并且不只是在這個層面,也有下列規定:
1、毛管。毛壁厚厚要勻稱、內外表層缺點少;要配備外表層打磨拋光及內螺紋缺點機器設備。
2、復查。與一般無縫鋼管對比,gcr15鋼管生產制造了熱扎毛管酸洗鈍化復查工藝流程,主要是要確保毛管外表層無伸縮、裂痕等缺點,掉內表層存有伸縮、比較嚴重畫線、表面等缺點的毛管。
3、專用工具。一般gcr15鋼管生產制造所應用的專用工具的表層光滑度規定在Ra0.4之上,規格精密度做到H3之上,強度規定在HRC70之上。另外規定拉撥全過程中不可以出現頂邊或模貝粘鋼狀況。
4、淬火。淬火在全部的冷拔鋼管生產制造中是十分關鍵的工藝流程,淬火質量的優劣既影響無縫鋼管的特性也影響鋅灰的。gcr15鋼管必須配備無空氣氧化明亮淬火爐機器設備。
5、酸洗鈍化。gcr15鋼管在鹽酸酸洗鈍化全過程中非常容易產生以Fe2O3、Fe3O4為主導的“黑渣”,在事后生產制造中產生表層黑色斑。為避免 黑色斑產生則在酸池中添加氧化鈉。
6、潤化。應取用環氧樹脂作潤滑液,這類潤化與磷化處理加潤化(皂腳)對比有顯著的差別,拔制出去的無縫鋼管展現鐵基材的原色,不僅有高的光滑度又有冷軋管一樣的好看外型顏色。


金海金屬材料(汕頭市分公司)全體員工向關心和支持我們的各級領導和各界朋友表示z u i誠摯的謝意! 在 厚壁鋼管市場競爭日趨激烈的今天,金海金屬材料(汕頭市分公司)勵精圖治,奮發自強,為振興民族 厚壁鋼管和廣東汕頭經濟而奮斗不息, 公司經理攜全體員工恭候各地新老賓客光臨本 厚壁鋼管生產企業,實地考察、指導工作、增進了解!



Gcr15軸承專用管
1.普通退火:790-810度加熱,爐冷至650度后,空冷——HB170-207
2.等溫退火:790-810度加熱,710-720度等溫,空冷——HB207-229
3.正 火:900-920度加熱,空冷——HB270-390
4.高溫回火:650-700度加熱,空冷——HB229-285
5.淬 火:860度加熱,油淬——HRC62-66
6.低溫回火:150-170度回火,空冷——HRC61-66
7.碳氮共滲:820-830度共滲1.5-3小時,油淬,-60度至-70度深冷處理 +150度至+160回火,空冷——HRC≈67