

簡約設計,不簡單內涵。觀看我們的無縫管型材優選廠家產品視頻,用少的話語傳達真實的產品價值。
以下是:內蒙古通遼無縫管型材優選廠家的圖文介紹

琪鈺鋼鐵貿易(通遼市分公司)堅持“開拓進取、拼搏奉獻、追求卓異、爭創優良”的精神,以更高質量 型材和管理水平為客戶提供滿意 型材產品和服務,與廣大客商真誠合作、共同發展、攜手共創建筑防水新天地。


公司主營材質:10#、20#、45#、20G、40Cr、20Cr、16Mn-45Mn、Q345A、Q345B、Q345C、Q345D、Q345E無縫管、27SiMn、Cr5Mo、12CrMo(T12)、12Cr1MoV、10CrMo910、T91、15CrMo、30CrMo無縫管、35CrMo無縫管、40CrMo、42CrMo無縫管。



規格
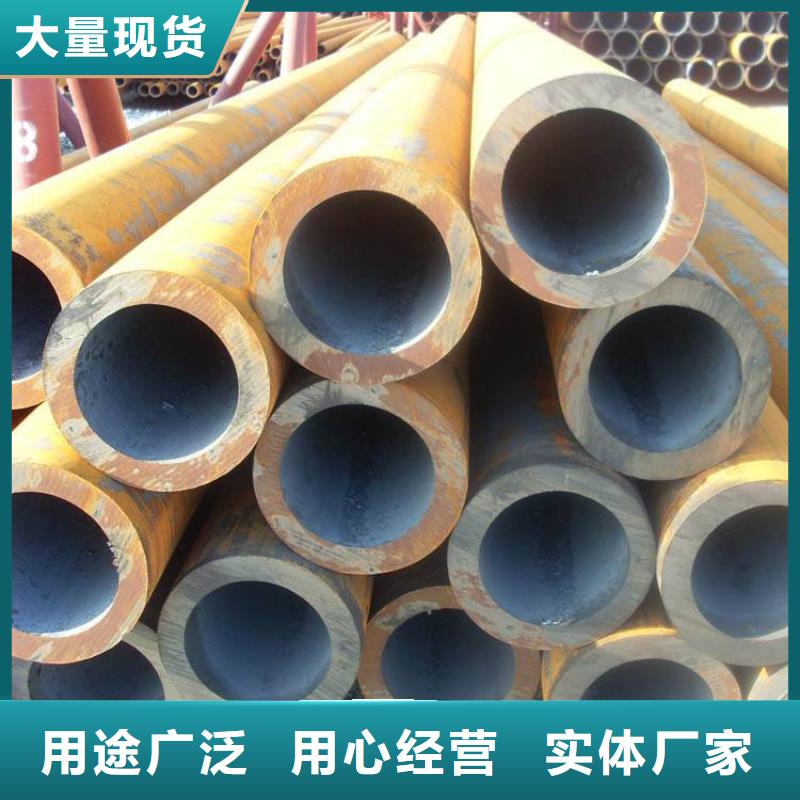
無縫管按GB/T8162-87規定
4.1、規格:熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋(冷拔)管外徑5~200mm。壁厚2.5~12mm。
4.2、外觀質量:鋼管的內外表面不得有裂縫、折疊、軋折、離層、發紋和結疤缺陷存在。這些缺陷應完全掉,后不得使壁厚和外徑超過負偏差。
4.3、鋼管的兩端應切成直角,并毛刺。壁厚大于20mm的鋼管允許氣割和熱鋸切割。經供需雙方協議也可不切頭。
4.4、冷拔或冷軋精密無縫鋼管《表面質量》參照GB3639-83。
生產
工藝流程
管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修磨——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗——冷軋——去油——切頭——風干——內拋光——外拋光——檢驗——標識——成品包裝
制造工藝
熱軋、冷拔、熱擴
按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。
1.1、熱軋無縫管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。 經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產熱軋無縫鋼管是較先進的方法。
1.2、若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。
1.3、擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出。此法可生產直徑較小的鋼管。
無縫管按GB/T8162-87規定
4.1、規格:熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋(冷拔)管外徑5~200mm。壁厚2.5~12mm。
4.2、外觀質量:鋼管的內外表面不得有裂縫、折疊、軋折、離層、發紋和結疤缺陷存在。這些缺陷應完全掉,后不得使壁厚和外徑超過負偏差。
4.3、鋼管的兩端應切成直角,并毛刺。壁厚大于20mm的鋼管允許氣割和熱鋸切割。經供需雙方協議也可不切頭。
4.4、冷拔或冷軋精密無縫鋼管《表面質量》參照GB3639-83。
生產
工藝流程
管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修磨——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗——冷軋——去油——切頭——風干——內拋光——外拋光——檢驗——標識——成品包裝
制造工藝
熱軋、冷拔、熱擴
按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。
1.1、熱軋無縫管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。 經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產熱軋無縫鋼管是較先進的方法。
1.2、若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。
1.3、擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出。此法可生產直徑較小的鋼管。


