

以下是:內蒙古通遼市翅片管實力廠家的產品參數
產品參數 產品價格 電議 發貨期限 雙方議定 供貨總量 大量 運費說明 根據訂單 名稱 翅片管 規格 齊全 材質 20# 304 q235b 產地 聊城 倉庫地址 浩澤庫 計重方式 米計 可定制 是 品牌 浩澤 用途 換熱系統 應用場所 鍋爐 電站 范圍 翅片管供應范圍覆蓋內蒙古 通遼市 呼和浩特市、包頭市、烏海市、赤峰市、鄂爾多斯市、呼倫貝爾市、烏蘭察布市、興安市、錫林郭勒市、阿拉善市 等區域。 【浩澤】持續拓展產品矩陣,現有呼和浩特翅片管用心細節、包頭翅片管品牌專營、鄂爾多斯翅片管重信譽廠家、呼倫貝爾翅片管價格合理、烏蘭察布翅片管隨到隨提、興安翅片管性能穩定、錫林郭勒翅片管一手貨源等,滿足不同場景需求。翅片管實力廠家,浩澤物資(通遼市分公司)lchz32953-76為您提供翅片管實力廠家,聯系人:周經理,發貨地:大東鋼管產業園。 內蒙古自治區,通遼市 2022年,通遼市實現地區生產總值1561.76億元,按不變價格計算,比上年增長3.0%。
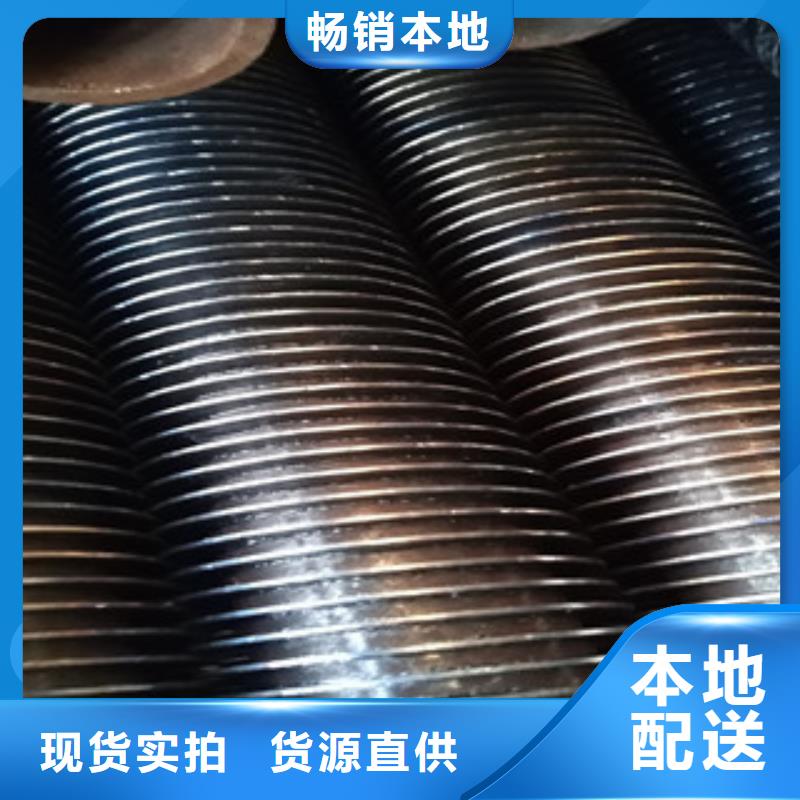
翅片管實力廠家產品的真實面貌,遠比文字描述來得豐富和生動。點擊觀看我們的視頻,讓產品自己為您講述它的故事。以下是:內蒙古通遼翅片管實力廠家的圖文介紹內蒙古通遼浩澤物資有限公司采用先進內蒙古通遼--翅片管技術,有多年內蒙古通遼--翅片管生產方面積累經驗并結合各地用戶使用的反饋信息中不斷改進、充分考慮用戶的實際要求,逐步建立超嚴格的品質管理生產監督體系和完善快捷及時的售后服務網絡。憑借用戶實實在在的口碑和產品質量開拓市場,在用戶中贏得耐用,放心,省心的產品評價。
翅片管,是為了提高換熱效率,通常在換熱管的表面通過加翅片,增大換熱管的外表面積(或內表面積),從而達到提高換熱效率的目的,這樣一種換熱管。
基本內容

翅片管,是為了提高換熱效率,通常在換熱管的表面通過加翅片,增大換熱管的外表面積(或內表面積),從而達到提高換熱效率的目的,這樣一種換熱管。
分類1,按翅片結構特點劃分
根據翅形的形狀和構造,翅片管可分為以下種類:方翅管(Square finned tube)、螺旋翅片管(spiral finned tube) 、縱向翅片管(Longitudinal Finned Tube)等、螺旋鋸齒狀翅片管(Helical Serrated Finned Tubes)、內翅片管(inner finned tube) ,
2,根據翅片管的翅片材質是否與管體材質相同可分為單金屬翅片管和雙金屬復合翅片管。
3, 按翅片管的不同加工工藝,翅片管可分為: 軋制成型翅片管(extruded fin tube)、焊接成型翅片管、 滾壓成型翅片管、 套裝成型翅片管。
主要性能要求翅片管作為換熱元件,長期工作于高溫煙氣的工況下,比如鍋爐換熱器用翅片管使用環境惡劣,高溫高壓且處于腐蝕性氣氛,這要求翅片管應具有很高的性能指標。
1) 防腐性能(Anti-corrosion)
2) 耐磨性能(Anti-wear)
3) 低的接觸熱阻(lower contact resistance)
4) 高的穩定性(Higher Stability)
5) 防積灰能力
翅片管的傳熱系數受到翅片結構(翅高、翅厚、翅片間距) 、翅片材質、管內側換熱系數的綜合影響。本文我們將通過試驗研究的方法,分別對結構基本相同的鋁翅片和黃銅翅片的兩個套片式換熱器試件進行試驗。分析翅片材質對于套片式換熱器傳熱性能與空氣流動阻力性能的影響,本文實驗結果表明:銅翅片換熱器優勢明顯。
1)、軋制成型翅片管(extruded fin tube);
2)、焊接成型翅片管(高頻焊翅片管、埋弧焊翅片管);
3)、滾壓成型翅片管;
4)、套裝成型翅片管;
5)、鑄造翅片管;
6)、張力纏繞翅片管;
7)、鑲片管。
管式爐對流室爐管內介質的傳熱系數一般都遠大于管外煙氣的傳熱系數。釘頭管和翅片管就是用來強化管外對流傳熱的。為了避免過多積灰而影響傳熱效果,除必燒油和油氣混燒時應設置吹灰器外,還應按照表-1的使用范圍正確選用釘頭管或翅片管。必須說明的是對流室煙氣入口處的2-3排爐管,既接受輻射室的輻射傳熱,又吸收高溫煙氣的對流傳熱,爐管表面熱強度很高,有時甚至超過輻射管的熱強度。這兩三排爐管通稱為遮蔽管,只能采用光管,而不得采用釘頭管和翅片管。
表1 釘頭管和翅片管使用范圍
表2 釘頭和翅片材料高使用溫度
釘頭管和翅片管制造完畢后應進行強度水壓試驗,由于釘頭和翅片與爐管焊接時可能損傷爐管外壁,因此計算釘頭管和翅片管的水壓試驗壓力時,管壁厚度應減去一個減薄的厚度δ:埋弧火花焊釘頭管δ=3mm;高頻焊翅片管δ=1.5mm。
翅片管生產技術現狀A套裝翅片套裝翅片工藝是預先用沖床加工出一批單個的翅片,然后用人工或機械方法,按一定的距高(翅距),靠過盈將翅片套裝在管子外表面上。它是應用早的一種加工翅片管的方法。由于套裝工藝簡單,技術要求不高,所用設備價格低廉,又易于維修,所以,至今仍有不少工廠在采用。此工藝是一種勞動密集型工藝方案,適合于一般小廠或鄉鎮企業的資金和技術條件。
用人工方法套裝的稱為手工套裝。它是借助工具,依靠人的力量將翅片一個個壓人的。這種方法因為翅片的壓人力有限,故套裝的過盈量小,翅片容易產生松動現象。機械套裝翅片是在翅片套裝機上進行的。由于翅片壓人是靠機械沖擊力或液體壓力,壓入力大,所以,可采用較大的過盈量。翅片和管子之間的結合強度高,不易松動。機械傳動的套裝機生產率高,但噪音大,性差,工人的勞動條件欠佳。液壓傳動的雖然不存在上述問題,但設備價格較貴,對使用維修人員的技術要求較高,其生產率也低些。
B鑲嵌式螺旋翅片鑲嵌式螺旋翅片管是在鋼管上預先加工出一定寬度和深度的螺旋槽,然后在車床上把鋼帶鑲嵌在鋼管上。在纏繞過程中,由于有一定的預緊力,鋼帶會緊緊地勒在螺旋槽內,從而保證了鋼帶和鋼管之間有一定的接觸面積。為了防止鋼帶回彈脫落,鋼帶的兩端要焊在鋼管上。為了便于鑲嵌,鋼帶和螺旋槽間應有一定的側隙。如果側隙過小,形成過盈,則鑲嵌過程難以順利進行。此外,纏繞的鋼帶總會有一定的回彈,其結果使得鋼帶和螺旋槽底面不能很好的接合。鑲嵌翅片可在通用設備上進行,費用不高,但是工藝復雜生產效率低。
C釬焊螺旋翅片管釬焊螺旋翅片管的加工分兩步進行。首先,將鋼帶平面垂直于管子軸線按螺旋線方式纏繞在管子外表面上,并把鋼帶兩端焊在鋼管上固定,然后為鋼帶和鋼管接觸處的間隙,用釬焊的方法將鋼帶和鋼管焊在一起。此種方法因其造價昂貴,故常用另一種方法,即將纏好鋼帶的管子放進鋅液槽內進行整體熱鍍鋅來替代。采用整體熱鍍鋅雖然鍍液不見得能很好地滲進翅片和鋼管之間極小的間隙,但在翅片外表面和鋼管外表面卻形成了一個完整的鍍鋅層。采用整體熱鍍鋅的螺旋翅片管,因為受到鍍鋅層厚度的限制(鍍鋅層厚時,鋅層牢固性差,易脫落),加之鋅液不可能全部滲入間隙內,所以,翅片與鋼管的結合率仍不高。另外,鋅的傳熱系數比鋼小(約為鋼的78%),故傳熱能力低。鋅在酸及堿、硫化物中極易遭受腐蝕,因此,用鍍鋅螺旋翅片管不適于制作空氣預熱器(回收鍋爐煙氣余熱)。
D高頻焊螺旋翅片高頻高頻焊螺旋翅片管是目前應用為廣泛的螺旋翅片管之一,現廣泛應用于電力、冶金、水泥行業的預熱回收以及石油化工等行業.高頻焊螺旋翅片管是在鋼帶纏繞鋼管的同時,利用高頻電流的集膚效應和鄰近效應,對鋼帶和鋼管外表面加熱,直至塑性狀態或熔化,在纏繞鋼帶的一定壓力下完成焊接。這種高頻焊實為一種固相焊接。它與鑲嵌、釬焊(或整體熱鍍鋅)等方法相比,無論是在產品質量(翅片的焊合率高,可達95%),還是生產率及自動化程度上,都是更為先進。
E三輥斜軋整體型螺旋翅片管三輥斜軋整體型螺旋翅片管其生產原理如圖1.8所示,在光管內襯一芯棒,經軋輥刀片的旋轉帶動,無縫鋼管通過軋槽與芯頭組成的孔腔在其外表面上加工出翅片。這種方法生產出的翅片管因基管與外翅片是一個有機的整體,因而不存在接觸熱阻損失的問題,具有較高的傳熱效率。三輥斜軋法與焊接法相比,該生產線具有生產效率高,原材料耗用低,且生產的翅片管換熱率高等優點。
目前三輥斜軋整體型螺旋翅片管技術已成功應用于翅片為銅、鋁的單翅片管或復合翅片管,或鋼質的低翅片管;鋼質整體型翅片管目前市場上多見為低翅片管,整體型高翅片管其材質多為鋁、銅等,一般是冷軋成型。 鑒于現在市場上高頻焊翅片管、有色金屬整體軋制翅片管較容易找到,而整體軋制翅片管(鋼)較少翅片管的應用場合。
您是想要在內蒙古通遼市采購高質量的翅片管實力廠家產品嗎?浩澤物資(通遼市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的翅片管實力廠家產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:周經理,地址:《大東鋼管產業園》。










