


以下是:內蒙古烏海市qt500-7球鐵棒鑄鐵板/質量可靠的產品參數
產品參數 產品價格 5.6元/公斤 發貨期限 議定 供貨總量 999999 運費說明 當天發貨 材質: 球墨鑄鐵/灰口鑄鐵 產地: 山東 價格: 5.6元/公斤 產品優勢: 無氣孔、無沙眼、無內部缺陷 生產工藝: 水平連鑄 應用范圍: 機械加工和精密制造 范圍 qt500-7球鐵棒鑄鐵板/質量可靠供應范圍覆蓋內蒙古 烏海市 呼和浩特市、包頭市、赤峰市、通遼市、鄂爾多斯市、呼倫貝爾市、烏蘭察布市、興安市、錫林郭勒市、阿拉善市 等區域。 【億錦天澤】業務覆蓋多領域場景,主營赤峰球墨鑄鐵棒來電咨詢、通遼球墨鑄鐵棒好廠家有擔當、呼倫貝爾球墨鑄鐵棒用心做品質、烏蘭察布球墨鑄鐵棒熱銷產品、興安球墨鑄鐵棒現貨采購、錫林郭勒球墨鑄鐵棒把實惠留給您等產品服務。qt500-7球鐵棒鑄鐵板/質量可靠,億錦天澤鋼鐵(烏海市分公司)sdyjgs131231-76為您提供qt500-7球鐵棒鑄鐵板/質量可靠,聯系人:邢濤,發貨地:開發區鳳凰工業園。 內蒙古自治區,烏海市 1976年1月10日,烏達市和海勃灣市合并成立烏海市。烏海市素有“黃河明珠”的美譽,三山環抱,一水中流,民風淳厚。烏海市境內資源富集,素以“烏金之海”著稱;市境內水土光熱資源豐富,適合葡萄種植,有“葡萄之鄉”的美稱。也是內蒙古西部地區的新興工業城市,區位優勢明顯、交通便捷,通航北上廣深等17個城市,是華北通往西北的重要樞紐。黃河穿城而過,被譽為“黃河明珠”,118平方千米烏海湖與烏蘭布和沙漠相連,擁有一級保護植物四合木和桌子山巖畫、秦長城等歷史遺跡。
想要更直觀地感受qt500-7球鐵棒鑄鐵板/質量可靠產品的魅力嗎?那就趕緊點擊視頻,開啟你的采購之旅吧!
以下是:內蒙古烏海qt500-7球鐵棒鑄鐵板/質量可靠的圖文介紹
以開發新產品為研究對象,通過選用合理的化學成分,采用沖天爐與電爐雙聯的熔煉工藝,并對原鐵液進行脫硫處理,獲得成分穩定的低硫原鐵液,然后調整球化處理溫度,進行蓋包法球化處理和沖入法球化處理對溫度的敏感性試驗。
在試驗的基礎上,利用蓋包法球化處理工藝生產高綜合性能和高質量的球鐵。 試驗結果表明,在1450~1500℃范圍內,調整球化處理溫度,對鐵液進行蓋包法球化處理,球化劑中鎂的氧化燒損少,鎂的吸收率和鐵液殘留鎂量穩定,波動范圍小,穩定了球化效果,提高了球鐵生產的穩定性;處理后鐵液含硫量低,可以減少球鐵的觀夾雜物,鑄鐵型材在重工業中需求量大,被廣泛應用于交通運輸、機床、印刷、農業機械等支柱行業。拉坯工藝參數設置是鑄鐵型材生產中的關鍵環節,設置不合理會導致拉漏、拉斷等生產事故和產生表面裂紋等鑄造缺陷。現有鑄鐵型材生產企業拉坯工藝參數控制技術參差不齊,尚無完整的理論體系。為了深入研究上述問題,本文以鑄鐵型材拉坯工藝為研究對象,研究拉坯工藝參數控制規律,拉坯工藝參數自適應整定問題,以便解決生產事故與鑄件缺陷問題,為生產企業提供一定的理論體系指導。采用數值模擬與非線性擬合方法進行拉坯控制規律研究。基于ProCast軟件建立鑄鐵型材水平連鑄模型,以結晶器出口凝殼厚度和鑄件成裂指數為約束條件,獲取不同型材的拉坯工藝參數,依據控制變量法得出拉坯工藝參數(拉坯速度、拉停比、拉坯周期)與鑄造工藝參數(澆注溫度、鑄坯寬度、一冷強度、二冷強度)之間存在非線性,強耦合的關系,以及他們之間的控制規律。由于鑄鐵型材拉坯工藝參數控制系統具有非線性和強耦合的特點,而且無法建立數學模型,采用BP、GA-BP神經網絡算法進行拉坯工藝參數自適應整定研究。基于Matlab軟件建立以鑄造工藝參數為輸入,拉坯工藝參數為輸出的控制模型。仿真實驗表明本文建立的拉坯工藝參數GA-BP神經網絡控制模型可以用于拉坯工藝參數自適應整定,所獲得拉坯工藝參數能夠用于實際生產系統,實現高質量、率的鑄鐵型材水平連鑄拉坯生產。 提高球鐵的綜合性能,特別是韌性指標,改善加工性能。在這個溫度范圍內,調整球化處理溫度,采用蓋包法球化處理工藝與采用沖入法球化處理工藝相比,鎂的吸收率穩定且有所提高;球鐵的生產穩定性和綜合性能顯著提高。在生產條件允許的情況下,采用含鎂量相同的球化劑進行球化處理時,蓋包法比普通沖入法對溫度的適應性更寬,適應范圍要比普通沖入法寬20℃左右。在合理的球化處理溫度下,采用蓋包法可以使協作廠穩定批量生產各種高綜合性能球鐵。
針對球磨機用襯板的工況要求,選取高鉻鑄鐵與ZG230-450鋼進行復合鑄造,以達到抗磨損性、抗腐蝕性良好的目的,同時復合的雙金屬應具有優異的性、強度、延展性和斷裂韌性等綜合的機械性能。 大量研究表明,在球墨鑄鐵中加入銅,可使基體珠光體化,從而使其硬度均勻,耐磨性提高試驗研究表明優選化學成分,保證鐵液化學成分,高碳、低硅、低磷、低硫,并加入適量的合金化元素銅,控制球化和孕育過程,鐵液出爐溫度控制在1420℃~1450℃,澆注溫度控制在1℃左右,澆注后60分鐘高溫打箱,可獲得生產軸向柱塞泵斜盤等摩擦件要求的合格鑄鐵型材。按鑄態球墨鑄鐵生產工藝獲得的QT600-3鑄鐵型材,力學性能可靠,組織均勻。完全滿足了斜盤等柱塞泵摩擦件生產要求。解決了柱塞泵斜盤等摩擦件因摩擦面工作時溫度過高,摩擦副產生相變軟化的問題。提高了產品質量和可靠性。隨著近些年中國環保法規逐漸嚴格,零部件的水平連鑄工藝也隨之形狀復雜化與薄壁化.甚至是通過耐熱鑄鐵研制而成的排氣系統構件,同樣在向這種趨勢發展與演變.為確保所制造的鑄鐵型材具有高質量、無缺憾的特點,通過水平連鑄計算機輔助工程(水平連鑄CAE)來研究薄壁鑄鐵型材的水平連鑄工藝具有非常重要的意義. 本文以球磨機復合襯板為研發目標,主要針對復合鑄造工藝以及高鉻鑄鐵的冶煉和熱處理工藝進行研究。進行了實驗室中試和大生產試制研究,采用金相組織觀察和力學性能測試等方法,對復合襯板進行了研究,得到以下主要結論: 選擇Cr15型高鉻鑄鐵作為復合襯板耐磨層,其鑄態組織為:基體為枝晶奧氏體,枝晶間為M_7C_3型共晶碳化物,有少量萊氏體共晶組織(M_3C型碳化物+奧氏體),具有良好的耐磨性.
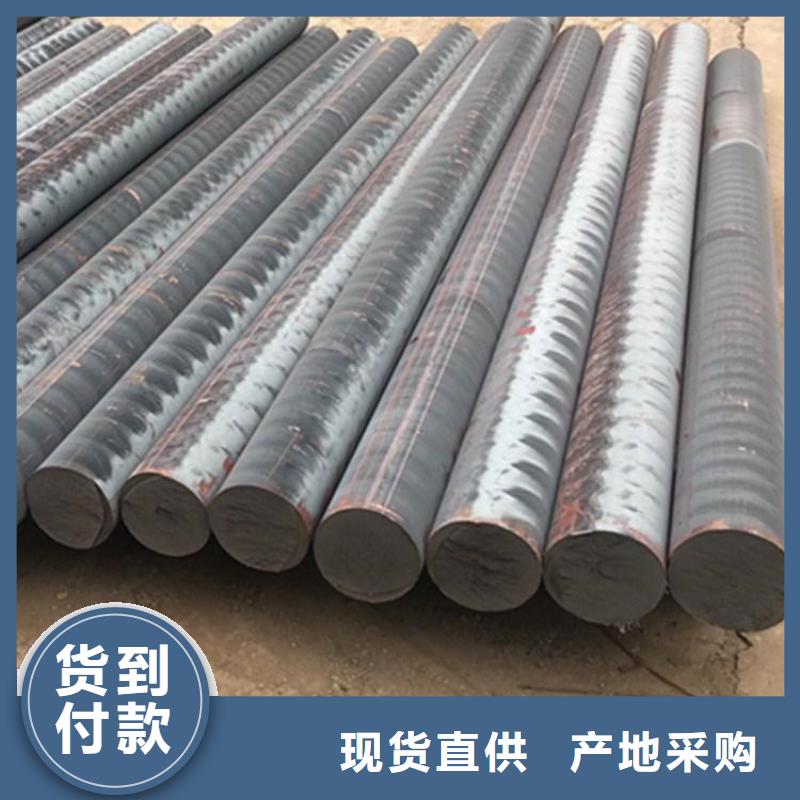
隨著鑄鐵水平連鑄技術的不斷推廣,鑄鐵型材正在被越來越廣泛的應用到工業行韭中 的各個領域。本文通過對連鑄設備、控制系統的改進和相關工藝參數的優化,制備了幾種 不同截面尺寸的小直徑鑄鐵型材,并從小直徑鑄鐵型材的凝固成型特點出發,分析研究了 其組織與性能之間的對應關系,得出了以下結論: (1)小直徑鑄鐵型材的金相組織特點是:發達的初生奧氏體枝晶和枝晶聞分布的細小 的D型石墨。 度差僅為Hl≥±15。 (3)試驗所得的小直徑鑄鐵型材的抗拉強度均在320MPa以上,力學性能良好。 (4)從拉伸斷囂可以得出:奧氏體技晶在鑄鐵型謄孝的斷裂過程中主要表現為阻止裂紋 擴展的作用,增加斷裂所需的能量,提高鑄鐵型材的強度。 (5)對小直徑鑄鐵型材的組織及斷裂行為分析表明:發達的初塵奧氏體技晶呈框架結 構分布:枝晶間的D型石墨在高倍電鏡下觀察石墨的形狀近似里蠕蟲狀或狀。這是 小直徑鑄鐵型材度的根本原因。 鑄鐵型材表面進行玻璃、搪瓷涂層,銅、鉻、鎢電鍍,滲碳、氨等表面處理,性能遠遠高于砂鑄件和鋼件。灰鑄鐵型材主要由鐵、碳和硅組成的合金的總稱,在這些合金中,含碳量超過在共晶溫度時能保留在奧氏體固溶體中的量,鑄鐵主要由鐵、碳和硅組成的合金的總稱,在這些合金中,含碳量超過在共晶溫度時能保留在奧氏體固溶體中的量.在消失模工藝條件下通過向普通球墨鑄鐵中加入Cu、Sb元素的方法制備了度合金化球墨鑄鐵,并采用Procast軟件對中大型沖壓件模具充型過程進行模擬。系統研究了Cu、Sb元素對球墨鑄鐵的觀組織和性能的影響規律。組織觀察表明,隨著Cu含量的增加,珠光體含量增加。當Cu含量一定時,隨著Sb含量的增加,珠光體含量進一步增加。機械性能測試表明,Cu、Sb合金化元素能夠明顯地提高球墨鑄鐵的強度和硬度等機械性能,但導致延伸率略有下降. 球墨鑄鐵以其良好的抗沖擊性、很高的抗拉強度及鑄鐵特有的優良的鑄造性、耐磨性、抗疲勞性及經濟性等優點廣泛應用于機械制造工業的各種零部件。本文針對公司球墨鑄鐵件切削加工中存在的問題(如進排氣管過程中產生的毛刺),通過有限元建模分析和切削試驗,探索球墨鑄鐵切削過程中切削毛刺的形成機理,并進一步探索球墨鑄鐵的切削性能,為提高產品質量、降低切削成本提供工藝指導。 本文首先基于有限元建模,對球墨鑄鐵的銑削過程進行了仿真分析,仿真表明球墨鑄鐵銑削過程等效應變和溫度具有相似的分布規律。切削毛刺仿真表明,毛刺形成過程中,溫度逐漸升高,毛刺的大小與溫度升高的持續時間相關。
在消失模工藝條件下通過向普通球墨鑄鐵中加入Cu、Sb元素的方法制備了度合金化球墨鑄鐵,并采用Procast軟件對中大型沖壓件模具充型過程進行模擬。系統研究了Cu、Sb元素對球墨鑄鐵的觀組織和性能的影響規律。組織觀察表明,隨著Cu含量的增加,珠光體含量增加。當Cu含量一定時,隨著Sb含量的增加,珠光體含量進一步增加。機械性能測試表明,Cu、Sb合金化元素能夠明顯地提高球墨鑄鐵的強度和硬度等機械性能,但導致延伸率略有下降。 采用該種新材料結合消失模鑄造技術開發研制了大型球墨鑄鐵沖壓件模具毛坯,實現了大型沖壓件模具的一次近終成型。 在鑄鐵型材中含Si、MnP等元素,其中碳元素和硅元素可以促進鑄鐵的石墨化,但是硫元素會阻礙鑄鐵的石墨化,其影響力和其在鑄鐵中的含量有很大的關系,同時不同元素之間可能會產生一定發的聯系,這都會對鑄鐵的石墨化造成影響,整個過程是極為復雜的。 隨著含氮、錳量的增加:片狀石墨長度變短、寬度稍有增加,彎曲程度加大,石墨端部鈍化,對基體的割裂作用減弱;細片狀珠光體含量略有增加,珠光體層片間距減小;試樣的抗拉強度和硬度逐漸增大,當含氮量為0.012%、含錳量為1.24%時,試樣的抗拉強度和硬度達到大值,分別為395MPa和260HBW。當鐵液中含氮量≥0.011%時,鑄件表面下開始出現氣孔缺陷。 在適當含氮量(0.0080%左右)基礎上,含鈦量在0.055%-0.149%范圍內時,試樣的金相組織為A型和D型石墨+珠光體+少量鐵素體。該工藝具有成本較低、毛坯尺寸精度高、環保特性好、鑄造效率高等特點,開創了消失模鑄造工藝新的應用領域。 在消失模工藝條件下,采用BP神經元網絡建立了Cu、Sb合金化球墨鑄鐵合金成分與觀組織及性能之間關系的數學模型,預測值與實驗結果吻合良好,該模型具有正確性和一定的實用性。 采用Procast軟件對轎車頂蓋模具在消失模工藝下充型過程進行數值模擬,結果表明:該材料在消失模工藝條件下,采用雙側澆注系統時,當真空負壓值為0.07MPa,澆注溫度為1450℃,可以獲得優質無缺陷的模具鑄件,模擬結果與實際結果相吻合。 采用本研究所開發的新型度球墨鑄鐵材料,在消失模工藝下研制了多種中大型沖壓件模具,經試驗驗證具有良好的機械性能,抗拉強度大于710MPa,硬度可達230-280HB,延伸率可達3-5%,基體中珠光體含量大于90%,經無損探傷測試,模具鑄件無縮孔,符合中大型沖壓件模具的性能要求,完全能夠代替國外產品
內蒙古烏海億錦天澤鋼鐵有限公司8年專注【球墨鑄鐵棒】產品,集研發、生產、銷售、服務于一體的專業技術型高新技術企業。廠家位于開發區鳳凰工業園,現有廠房面積2000平方米,有專業的研發團隊,管理團隊,售后服務團隊,已申請各類專利20余項,產品創新能力,生產工藝,品質管控能力,工程配套服務能力均占行業優勢。
觀察凝固期間鐵液由表面涌出現象,并根據涌出鐵液數量來判斷鐵液球化情況。球化良好的鐵液,固期間表現出很大的石墨膨脹力,鐵液表面在凝固開始時有些下降,表面結殼后即有少量鐵液由表殼涌出;而球化不良的鐵液表面涌出數量較少。 鑄鐵型材差不多已在所有主要工業部門中得到應用,這些部門要求高的強度、塑性、韌性、耐磨性、耐嚴重的熱和機械沖擊、耐高溫或低溫、耐腐蝕以及尺寸穩定性等。為了滿足使用條件的這些變化、球墨鑄鐵現有許多牌號,提供了機械性能和物理性能的一個很寬的范圍。 如標準化組織ISO1083所規定的大多數球墨鑄鐵鑄件,主要是以非合金態生產的。爐前快速金相觀察。上面幾種方法皆是利用球墨鑄鐵某一特性間接判斷球化情況,但生產上各種條件變化甚大,所述方法都具有局限性,而爐前快速金相觀察可較多地避免許多因素的干擾,直接觀察球化情況。爐后金相檢驗的方法及經驗。后金相檢驗主要觀察顯組織如石墨形態及分特征金屬基體組織夾雜物等通過金相分析可斷件量為一改鑄質提實基。 稀土鎂球墨鑄鐵的化學成分分析也可以說是一種檢測手段,如發現問題,配料人員可作適當調整,以免出現重大質量問題。 另外,球化劑和孕育劑要在出鐵前加入包中,在連續生產時,剛出完前一爐鐵后,包很熱,過早加入會使其粘結在包底而削弱球化和孕育效果。為了延遲球化反應時間,增強球化和孕育效果,要在球化劑和孕育劑的上面覆蓋一層鐵屑。球化處理的方法較多,一般多采用操作簡便的沖入法處理球鐵。
qt500-7球鐵棒鑄鐵板/質量可靠,億錦天澤鋼鐵(烏海市分公司)為您提供qt500-7球鐵棒鑄鐵板/質量可靠的資訊,聯系人:邢濤,發貨地:開發區鳳凰工業園。















