

以下是:油缸管廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 鋼管 屬性 精加工 類型 絎磨管 產地 聊城 品牌 九冶 油缸管廠家,九冶管業有限公司(武威分公司)為您提供油缸管廠家的資訊,聯系人:李經理,電話:17706353138、17706353138,QQ:1958857549,發貨地:丁塊工業園。 甘肅省,武威市 武威市,甘肅省轄地級市,簡稱“武”或“涼”,古稱涼州、姑臧、雍州,地處中國西北地區,甘肅省中部,河西走廊東端,東接蘭州、南靠西寧、北臨銀川和內蒙古、西接金昌和張掖,地勢呈西高東低,局部地形復雜,屬溫帶大陸性干旱氣候,總面積32351.69平方千米。截至2023年6月,全市轄1個區、2個縣和1個自治縣。截至2022年底,全市常住人口144.51萬人。
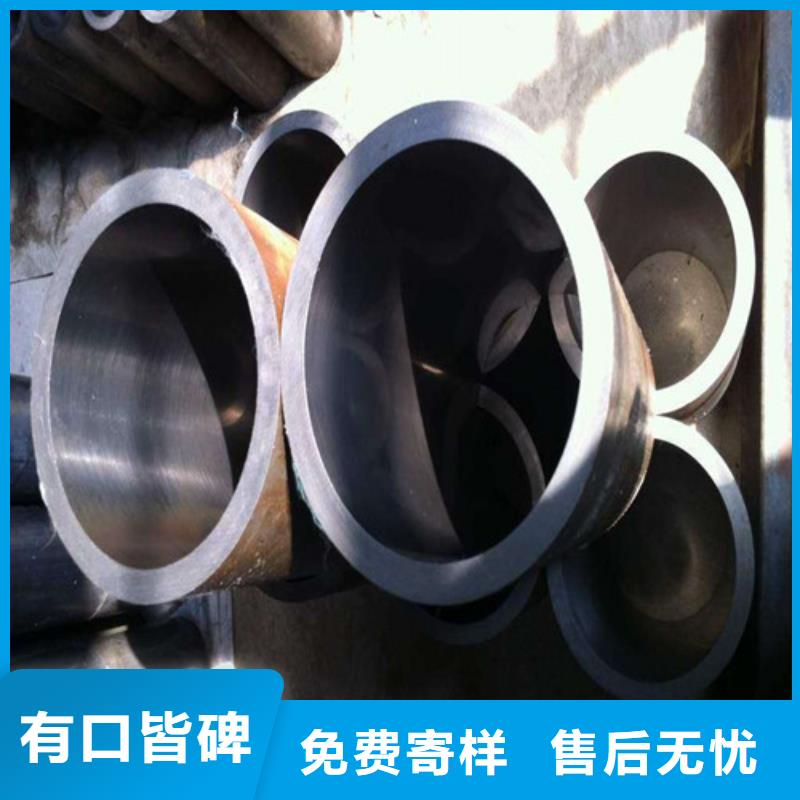
無需長篇大論,觀看油缸管廠家視頻,讓你瞬間愛上我們的產品。以下是:油缸管廠家的圖文介紹甘肅武威九冶管業有限公司堅持創新、誠信守約,是甘肅武威市級科技創新示范企業并連續多年被評為信用企業和消費者滿意單位,目前已與國內外多家客戶建立了長期合作關系,成為他們在中國的優質 絎磨管供應商. “實力鑄就品牌,誠信諦造未來”,精心做事,誠信待人,歡迎廣大客戶隨時撥打全國統一客服熱線,我們期待與您合作,共創美好明天。
珩磨加工原理珩磨是利用安裝于珩磨頭圓周上的一條或多條油石,由漲開機構(有旋轉式和推進式兩種)將油石沿徑向漲開, 使其壓向工件孔壁,以便產生一定的面接觸。同時使珩磨頭旋轉和往復運動,零件不動;或珩磨頭只作旋轉運動,工件往復運動,從而實現珩磨。在 大多數情況下,珩磨頭與機床主軸之間或珩磨頭與工件夾具之間是浮動的。這樣,加工時珩磨頭以工件孔壁作導向。因而加工精度受機床本身精度的影響較小,孔表 面的形成基本上具有創制過程的特點。所謂創制過程是油石和孔壁相互對研、互相修整而形成孔壁和油石表面。其原理類似兩塊平面運動的平板相互對研而形成平面 的原理。珩磨時由于珩磨頭旋轉并往復運動或珩磨頭旋轉工件往復運動,使加工面形成交叉螺旋線切削軌跡,而且在每一往復行程時間內珩磨頭的 轉數不是整數, 因而兩次行程間,珩磨頭相對工件在周向錯開一定角度,這樣的運動使珩磨頭上的每一個磨粒在孔壁上的運動軌跡亦不會重復。
珩磨管主營材質:20#、Q235、20G、35#、45#、16Mn、Q345、40Cr、27SiMn、12Cr1MoV、10CrMo910、15CrMo、35CrMo、42CrMo。廣泛應用:工程機械、冶金機械、塑料機械、啟閉機械、礦山機械、道路施工機械、紡織機械等多個行業。加工形式:1.冷軋2.冷拔3.珩磨4.滾玉現在,隨著工業化的推進,越來越廣泛的珩磨油缸管,珩磨油缸管和成本要求的應用也越來越高,所以是珩磨油缸管正在進行的結構改革和創新,在這個市場上,要進行供給結構改革的珩磨油缸管生產方,并與市場大規模發展,珩磨油缸管已經證明,改革,創新,加大投資市場是正確的。那么該怎么辦呢?
45#絎磨管在淬火后加高溫回火是調質 調質處理是熱處理的一種工藝,是指絎磨管在淬火后加高溫回火.目的是使45#絎磨管調質后的零件具有優良的綜合機械性能.關于調制處理工藝的加溫時間保溫時間冷卻速度冷卻介質等,要看具體的材料,具體零件的技術要求來決定。耐磨鑄鐵、合金鑄鐵由于鑄件壁厚不均勻,在加熱,冷卻及相變過程中,會產生效應力和組織應力。另外大型零件在機加工之后其內部也易殘存應力,所有這些內應力都必須。去應力退火通常的加熱溫度為500~550℃保溫時間為2~8h,然后爐冷(灰口鐵)或空冷(球鐵)。采用這種工藝可鑄件內應力的90~95%,但鑄鐵組織不發生變化。若溫度超過550℃或保溫時間過長,反而會引起石墨化,使鑄件強度和硬度降低。絎磨出來的管材主要應用于液壓油缸、
油缸管廠家,九冶管業有限公司(武威分公司)專業從事油缸管廠家,聯系人:李經理,電話:17706353138、17706353138,QQ:1958857549,發貨地:丁塊工業園,以下是油缸管廠家的詳細頁面。










