

以下是:湖北省孝感市8163低壓無縫管廠家發(fā)貨的產品參數(shù)
產品參數(shù) 產品價格 電議 發(fā)貨期限 電議 供貨總量 電議 運費說明 1 產地 山東 規(guī)格 齊全 材質 齊全 是否加工定制 是 范圍 8163低壓無縫管發(fā)貨供應范圍覆蓋湖北省 孝感市 武漢市、宜昌市、黃石市、襄陽市、荊州市、十堰市、荊門市、鄂州市、咸寧市、隨州市、恩施市、黃岡市 孝南區(qū)、孝昌縣、大悟縣、云夢縣、應城市、安陸市、漢川市等區(qū)域。 【開安】以匠心打造多元場景產品,涵蓋武漢球墨鑄鐵管源頭廠家、宜昌球墨鑄鐵管實力大廠家、荊州球墨鑄鐵管海量現(xiàn)貨直銷、十堰球墨鑄鐵管產地直銷、咸寧球墨鑄鐵管庫存量大、黃岡球墨鑄鐵管產品參數(shù)、孝南球墨鑄鐵管工廠直供、云夢球墨鑄鐵管支持定制加工等。8163低壓無縫管廠家發(fā)貨,開安管業(yè)(孝感市分公司)sdka32744-76為您提供8163低壓無縫管廠家發(fā)貨,聯(lián)系人:夏志明,發(fā)貨地:東昌府區(qū)鳳凰工業(yè)園百億鋼管物流園A區(qū)28號。 湖北省,孝感市 孝感市因東漢孝子董永賣身葬父、行孝感天動地而得名,是湖北省區(qū)域性中心城市、武漢城市圈和長江中游城市群重要成員、新型城鎮(zhèn)化綜合試點地區(qū),也是華中地區(qū)潛力和競爭力的城市之一,綜合競爭力在湖北省排名前列;市內擁有多個A級風景區(qū),其中雙峰山、湯池溫泉、天紫湖、觀音湖、天嶼湖五個旅游度假區(qū)被評為4A景區(qū)。
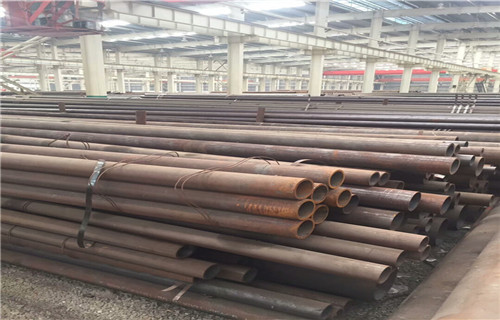
我們的現(xiàn)場實拍視頻將帶您走進8163低壓無縫管廠家發(fā)貨產品的世界,產品視頻細節(jié)之美一覽無余!以下是:湖北孝感8163低壓無縫管廠家發(fā)貨的圖文介紹
三、冷擠壓技術的發(fā)展
冷擠壓技術發(fā)展的初期是非常緩慢的,長期以來只對幾種軟金屬(鉛和錫)進行擠壓。直到19紀末20世紀初,才開始擠壓較硬的有色金屬(鋅、鋁、紫銅、黃銅等)至于鋼的擠壓,由于冷擠壓時需要很大的壓力,在當時不能解決擠壓鋼用的模具材料、合適的潤滑劑與大噸位的壓力機等問題,長時間一直認為擠壓鋼是十分困難甚至是不可能的。
1906年,英國人科斯利特(T.W.coslett)發(fā)現(xiàn)用磷酸鹽處理鋼件制品是一種較理想的防銹方法,但工序繁多,而經濟效益又差,故未被廣泛采用。不過,這種防銹法的出現(xiàn)卻極大地激發(fā)了人們去研究更簡單而有效的新方法的積極性。到后來,用自動連續(xù)裝置對鋼毛坯進行磷酸鋅防銹處理只需要兩分鐘。經磷酸鋅處理過的毛坯表面附有脂肪潤滑劑或鈉皂薄膜,且這層薄膜不易脫落,擠壓這種毛坯時,壓力較小。這個發(fā)現(xiàn)使人們找到了一種理想的鋼毛坯表面處理法一磷化皂化法。
磷化皂化處理鋼毛坯表面方法的出現(xiàn)使鋼的擠壓成為可能。1934年,德國人采用磷化皂化法成功地冷擠出鋼管。二次世界大戰(zhàn)期間,德國人需要大量彈殼,當時黃銅又供應不足,于是德國人秘密試驗用冷擠壓生產鋼彈殼、后來,采用合金工具鋼作模具材料,用冷擠壓成功地擠出大批量鋼彈殼類零件。
第二次世界大戰(zhàn)以后,美國人竊取了德國人關于鋼的冷擠壓的全部資料,開始在美國用冷擠壓秘密生產軍火,開辦了很多生產鋼彈殼和彈體的軍工廠。
鋼的冷擠壓于1947年才正式用于民用工業(yè)。
美國于1949年發(fā)表了各種鋼材冷擠壓后機械性能的實驗數(shù)據(jù)。德國于1950年、1953年先后公布了鋼的冷擠壓的基本技術數(shù)據(jù)及冷擠壓力和擠壓功的實驗結果。
1957年,日本引進了專用冷擠壓機,開始在精密儀器和儀表中采用冷擠壓技術。日本見這種新技術經濟效益顯著,很快把這種技術用于制造汽車和電氣制件。現(xiàn)已成為遍及各個工業(yè)部門的重要加工手段。
在我國,建國前的冷擠壓加工是十分落后的,當時,僅有少數(shù)工廠用鉛、錫等有色金屬擠壓牙膏管或線材、管材一類產品。
建國后,冷擠壓技術得到了發(fā)展。50十年代開始了鋁、銅及其合金的冷擠壓;60年代黑色金屬冷擠壓已應用于生產。十年浩劫,極大地影響了冷擠壓技術的發(fā)展。1978年以后,在“獨立自主,自力更生”的偉大方針指引下,冷擠壓技術得到了迅速發(fā)展。近幾年來,隨著改革開放政策的進展,隨著工業(yè)生產及科學技術的蓬勃發(fā)展,冷擠壓技術也得到了迅猛發(fā)展。
70年代末,國內不少高等學校、研究所和工廠開展了冷擠壓技術的實驗研究,發(fā)表了大量的有價值的論文,初步形成了一支研究和應用冷擠壓技術的隊伍。
目前,我國已能對鉛、錫,鋁、銅、鋅及其合金、低碳鋼、中碳鋼、工具鋼、低合金鋼與不銹鋼等金屬進行冷擠壓,甚至對軸承鋼、高碳高鋁合金工具鋼、高速鋼等也可以進行一定變形量的冷擠壓。制造的冷擠壓件是各種各樣的,重可達30公斤,輕只有1克。在模具材料使用方面,除了用高速鋼、軸承鋼、高碳高鉻合金工具鋼外,還采用了不少新型模具鋼如CG2、65Nb、LD等。在擠壓工藝參數(shù)選擇和模具結構設計方面,初步采用了優(yōu)化設計及計算機輔助設計與制造(即CAD/CAM),使模具結構更合理、擠壓工藝參數(shù)更接近于實際。在擠壓設備方面,我國已具備設計和制造各級噸位擠壓壓力機的能力。除采用通用機械壓力機、液壓機、冷擠壓力機外,還成功地采用摩擦壓力機與高速高能設備進行冷擠壓生產。
科學的發(fā)展,對冷擠壓技術產生了重大影響,具體地說就是計算機在工藝分析、模具設計、制造及工藝過程控制中的應用對冷擠壓技術產生的影響。我國將進一步發(fā)展應用這門新技術。發(fā)展冷擠壓技術主要應從以下幾方面著手:
1.擴大冷擠壓技術的應用范圍,在一定范圍內,逐步代替鑄、鍛、拉深及切削加工;
2.提高冷擠壓制件的精度和表面質量,生產出幾何形狀更復雜的制件;
3.擴大冷擠壓用的原材料種類,研究更理想的表面處理與潤滑方法;
4.進一步使用CAD/CAM和優(yōu)化設計,提高和加快模具設計與制造,研制出更合理的模具結構;
5.尋找更適合于冷擠壓用的模具材料及其熱處理方法,以延長模具的使用壽命;
6.進一步發(fā)展溫熱擠壓、等溫擠壓、靜液擠壓及高速擠壓等新工藝技術的研究和應用;
7.研制適合于冷擠壓的多功能的冷擠壓機,使毛坯和制件能自動地進料與出件,以便進一步提高生產率
結構無縫管
標準:
GB/T 8162 中國標準
DIN 1629 德國工業(yè)標準
用途:用于制造管道 容器 設備 管件及鋼結構
生產規(guī)格及材質:
規(guī)格:20--426×4--120
材質:10、15、20、35、45、20Mn、25Mn、Q345(A、 B、C、D、E)、40Mn2、45Mn2、27SiMn、37Mn5、40MnB、 45MnB、20Mn2B、20Cr、40Cr、12CrMo、15CrMo、20CrMo、 35CrMO、42CrMo、12CrMoV、12Cr1MoV、38CrMoAl、 20CrMnSi 、30CrMnSi 、20CrMnTi、30CrMnTi、40CrNiMo等。
湖北孝感開安管業(yè)有限公司位于“【球墨鑄鐵管】之鄉(xiāng)”的湖北孝感,公司擁有一支從事【球墨鑄鐵管】產品研發(fā)、設計、制造的技術隊伍,技術力量雄厚。
公司長期專注于【球墨鑄鐵管】設計制造,以“產品就是人品”、“真材實料“為行為準則,建立起完善的質量管理體系,以精密制造、精細管理、精心服務贏得了國內外市場信賴。 在用戶心目中樹立了高品質【球墨鑄鐵管】重服務的形象。
公司恪守“用心管理,精心制造,放心使用,熱心服務”的質量方針,堅持以誠取信、以人為本,俱榮同生、合作共贏原則,與客戶共同發(fā)展,共創(chuàng)輝煌!
42CrMo無縫鋼管如何加工效果好
42CrMo無縫鋼管的本色是簡便,鉆床加工而成,42CrMo無縫鋼管的全體原資料經由進程熱處置懲罰,磨床特殊規(guī)格可以定做。容易攜帶,使油缸延續(xù)任務不容易磨損。表面烤 漆處理,應堅持一定的平行度與垂直度。不然油缸將受以耳軸為支點的筆直負載,活塞桿端銷孔應與耳飾銷孔(或耳軸)左袒一致,應在缸體和活塞桿中部設置支 承,道路較大的油缸,以防自重孕育發(fā)生向下筆挺景象。
乳化液、軟管或其它可降解的零碎組件的分化物等所引起。諸如污垢,以及一些內部成分諸如金屬碎片,誤用或使用不兼容的材料會泛起由液體增多物、水解與氧化 還原反饋等惹起的化學侵蝕氣象。偶然很小的金屬片會嵌入到密封件中,系統(tǒng)異物是液壓密封見效的另外一主要成份。好的圖謀法子即是粗略安設防塵圈或刮板。 減弱密封件強度,沙礫,引起42CrMo無縫鋼管密封件化學性廢弛的要因在于選用了不準確的材料,對此,液壓密封件原料泛起化學性松懈詬誶時時見的。以致冰,關于 致污物題目需當心刮傷的柱體和缸體的內表面、過度磨損、密封泄漏等方面。塵土,或液壓系統(tǒng)介質的蛻變。土壤,密封件發(fā)生變色也是化學侵蝕的指標之一。化學 侵蝕興許招致的液壓密封接口殘落,它一般為由一些外部成份,在降柱進程中很多外部異物都有大約會進入機器系統(tǒng)中,油缸的密封圈不要裝得太緊,特別是U型密 封團,則活塞桿的流動阻力將增大。
(1)42CrMo無縫鋼管壓力選擇是否正確,對42CrMo無縫鋼管后表面粗糙度、尺寸、精度都有影響。一般情況下,42CrMo無縫鋼管力增加,表面粗糙度提高。但是42CrMo無縫鋼管力增加到一定程度,表面粗糙度不再提高。如繼續(xù)增加,42CrMo無縫鋼管表面開始惡化,甚至出現(xiàn)裂紋。
(2)提高工件表面粗糙度,采用42CrMo無縫鋼管加工效果好。在預加工粗糙度達Ra1.6時,只要過盈量合適,粗糙度可達Ra0.2以上。但當預加工粗糙度只有Ra6.4~Ra3.2,加工表面有振動亂刀紋時,那么較深的刀紋不能被42CrMo無縫鋼管光,這只有增加過盈量再次42CrMo無縫鋼管。如果孔的橢圓度和錐度過大,42CrMo無縫鋼管后上述缺陷仍然存在,同時粗糙度大。因此,預加工表面好小于Ra3.2,幾何精度在一、二級以上,能獲得小的粗糙度,較理想的精度。
(3)材料軟,塑性大,容易被42CrMo無縫鋼管光。隨著塑性降低,硬度的提高,變形量隨之減少。一般來說鋼和銅的42CrMo無縫鋼管效果較好,鑄鐵的效果較差。可鍛鐵,球墨鑄鐵比灰口鑄鐵的42CrMo無縫鋼管效果要好。42CrMo無縫鋼管鑄鐵件時,當鑄件的材料硬度不均勻時,被42CrMo無縫鋼管表面的缺陷(氣孔、砂眼等)會馬上顯露出來。因此,當鑄件表面缺隱較多,質量較差時不宜采用42CrMo無縫鋼管工藝。
8163低壓無縫管廠家發(fā)貨,開安管業(yè)(孝感市分公司)為您提供8163低壓無縫管廠家發(fā)貨產品案例,聯(lián)系人:夏志明,發(fā)貨地:東昌府區(qū)鳳凰工業(yè)園百億鋼管物流園A區(qū)28號。
貨")
貨")
貨")
貨")
貨")
貨")
貨")
貨")
貨")