

以下是:無縫鋼管購買的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 品牌 文豐鋼鐵 產地 山東 材質 20# 無縫鋼管購買,文豐鋼鐵銷售(忻州市分公司)為您提供無縫鋼管購買的資訊,聯系人:孫經理,電話:【0635-8618826】、【13676358883】,發貨地:高新技術開發區許營鎮。 山西省,忻州市 2022年,忻州市實現地區生產總值1500.6億元,其中,產業增加值122.8億元,第二產業增加值794.5億元,第三產業增加值583.3億元。人均地區生產總值56426元,按2022年平均匯率計算為8389美元。
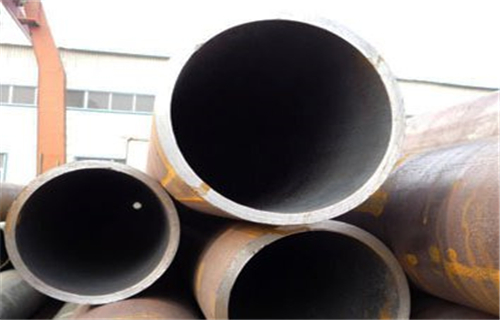
我們為您呈現了無縫鋼管購買產品的視頻介紹,相較于圖文,視頻更能展現產品的真實面貌和細節。不妨點擊觀看,感受產品的魅力。以下是:無縫鋼管購買的圖文介紹
無縫管是一種具有中空截面、周邊沒有接縫的長條鋼材。全生產無縫管的共計有110多個的1850多個公司下的5100多個生產廠,其中生產石油管的有44個的170多個公司下的260多個廠。
不銹鋼無縫管的特點:其一、該產品的壁厚越厚,它就越具有經濟性和實用性,壁厚越薄,它的加工成本就會大幅度的上升;其次、該產品的工藝決定它的局限性能,一般無縫鋼管精度低:壁厚不均勻、管內外表光亮度低、定尺成本高,且內外表還有麻點、黑點不易去除;其三、它的檢測及整形必須離線處理。因此它在高壓、度、機械結構用材方面體現了它的優越性。
不銹鋼管的種類:接軋制方法分熱軋、熱擠壓和冷拔(軋)不銹鋼管。按不銹鋼金相組織不同分半鐵素體半馬氏體系不銹鋼管、馬氏體不銹鋼管、奧氏體系不銹鋼管、奧氏體-鐵素鐵系不銹鋼管等。
不銹鋼管規格及外觀質量:按GB14975-94《不銹鋼無縫鋼管》規定,鋼管通常長度(不定尺)熱軋鋼管1.5~10m,熱擠壓鋼管等于和大于1m。冷拔(軋)鋼管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。熱軋(熱擠壓)鋼管的直徑54~480mm共45種;壁厚4.5~45mm共36種。冷拔(軋)鋼管的直徑6~200mm共65種;壁厚0.5~21mm共39種。
鋼管內外表面不得有裂縫、折疊、龜裂、裂紋、軋折、離層和結疤缺陷存在,這些缺陷應完全掉(供機械加工用管除外),后不得使壁厚和外徑超過負偏差。凡不超過允許負偏差的其他輕微表面缺陷可不。直道允許深度。熱軋、熱擠壓鋼管、直徑小于和等于140mm的不大于公稱壁厚的5%,大深度不大于0.5mm;冷拔(軋)鋼管不大于公稱壁厚的4%,大深度不大于0.3mm。鋼管兩端應切成直角,并毛刺。
不銹鋼無縫管的制造工藝:熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫。軋制無縫管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題。
圓管坯出爐后要經過壓力穿孔機進行穿空:一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長度來確定。鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。
冷拔(軋)無縫鋼管:圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。冷拔(軋)無縫鋼管的軋制方法較熱軋(擠壓無縫鋼管)復雜。它們的生產工藝流程前三步基本相同。不同之處從第四個步驟開始,圓管坯經打空后,要打頭,退火。退火后要用專門的酸性液體進行酸洗。
酸洗后,涂油。然后緊接著是經過多道次冷拔(冷軋)再坯管,專門的熱處理。熱處理后,就要被矯直。鋼管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。鋼管質檢后還要通過嚴格的手工挑選。鋼管質檢后,用油漆噴上編號、規格、生產批號等。并由吊車吊入倉庫中。
山西忻州文豐鋼鐵銷售有限公司堅持“以質量求信譽以信譽求發展,以低廉的價格優質的 精密管產品贏得客戶”為宗旨,。我們以“優良的品質,優惠的價格、熱情的服務”贏得了新老客戶的信賴和支持,在業界樹立起良好的信譽和口碑。 本公司專業生產 精密管等。公司也加強了與國內各大廠進一步的合作,努力在把握質量求生存下功夫,從保證資源、穩定客戶上求發展。
按機構性能供應的國產無縫管,普通碳素鋼按GB/T700-88的甲類鋼制造(但必須保證含硫量不超過0.050%和含磷量不超過0.045%),其機械性能應符合GB8162-87表內所規定的數值。按水壓試驗供應的國產無縫管必須保證標準所規定的水壓試驗。進口無縫管的物理性能檢驗按合同規定的有關標準進行。
用途:無縫管用途很廣泛。一般用途的無縫管由普通碳素結構鋼、低合金結構鋼或合金結構鋼軋制,產量多,主要用作輸送流體的管道或結構零件。根據用途不同分三類供應:按化學成分和機械性能供應;按機械性能供應;按水壓試驗供應。按a、b類供應的鋼管,如用于承受液體壓力,也要進行水壓試驗。專門用途的無縫管有鍋爐用無縫管、地質用無縫管及石油用無縫管等多種。
種類:無縫鋼管按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。按外形分類有圓形管、異形管之分。異形管除方形管和矩形管外,還有橢圓管、半圓管、三角形管、六角形管、凸字形管、梅花形管等。按材質的不同,分為普通碳素結構管、低合金結構管、優質碳素結構管、合金結構管、不銹管等。按專門用途分,有鍋爐管、地質管、石油管等。
無縫管按GB/T8162-87規定:規格:熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋(冷拔)管外徑5~200mm。壁厚2.5~12mm。外觀質量:鋼管的內外表面不得有裂縫、折疊、軋折、離層、發紋和結疤缺陷存在。這些缺陷應完全掉,后不得使壁厚和外徑超過負偏差。鋼管的兩端應切成直角,并毛刺。壁厚大于20mm的鋼管允許氣割和熱鋸切割。經供需雙方協議也可不切頭。冷拔或冷軋精密無縫鋼管《表面質量》參照GB3639-83。
工藝流程:管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修磨——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗——冷軋——去油——切頭——風干——內拋光——外拋光——檢驗——標識——成品包裝。制造工藝:熱軋、冷拔、熱擴。按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。
熱軋無縫管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。后經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產熱軋無縫鋼管是較先進的方法。
若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出。此法可生產直徑較小的鋼管。
在山西省忻州市采買無縫鋼管購買到文豐鋼鐵銷售(忻州市分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:孫經理-【13676358883】,地址:《高新技術開發區許營鎮》。











