


我們精心制作的鋼錨管價格比較產品視頻已經準備就緒,讓您一睹產品的風采。無論您是初次接觸還是再次了解,視頻都將為您帶來全新的視角和體驗。
以下是:鋼錨管價格比較的圖文介紹

嚴禁在非焊接區域引弧,地線位置適當、附近連接牢固,以避免電弧擦傷。焊接時應采取防飛濺措施(如刷白灰等方法)。焊后應用不銹鋼(不得采用碳鋼)扁鏟徹底清理熔渣和飛濺。
多層焊:多層焊時,層間熔渣必須干凈。多層焊時,應控制層間溫度,一般不得超過60℃。
焊縫:焊縫接頭應修磨,焊縫表面不得有熔渣、當地氣孔、當地咬邊、附近飛濺、裂紋、本地未熔合、附近未焊透等缺陷,焊縫與母材應圓滑過渡,不得低于母材。
矯形:注漿管的矯形,應避免采用火焰加熱方法,尤其不允許反復加熱同一區域。矯形時,盡量采用機械裝置,或用木錘(橡皮錘)或墊橡皮墊錘擊,禁止用鐵錘錘擊,以避免損傷注漿管。


天恒源鋼鐵有限公司(西藏分公司)是【Q355無縫鋼管】等產品專業生產加工的廠家,擁有完整、科學的質量管理體系。天恒源鋼鐵有限公司(西藏分公司)的誠信、實力和【Q355無縫鋼管】產品質量獲得業界的認可。





三、同城制作方法
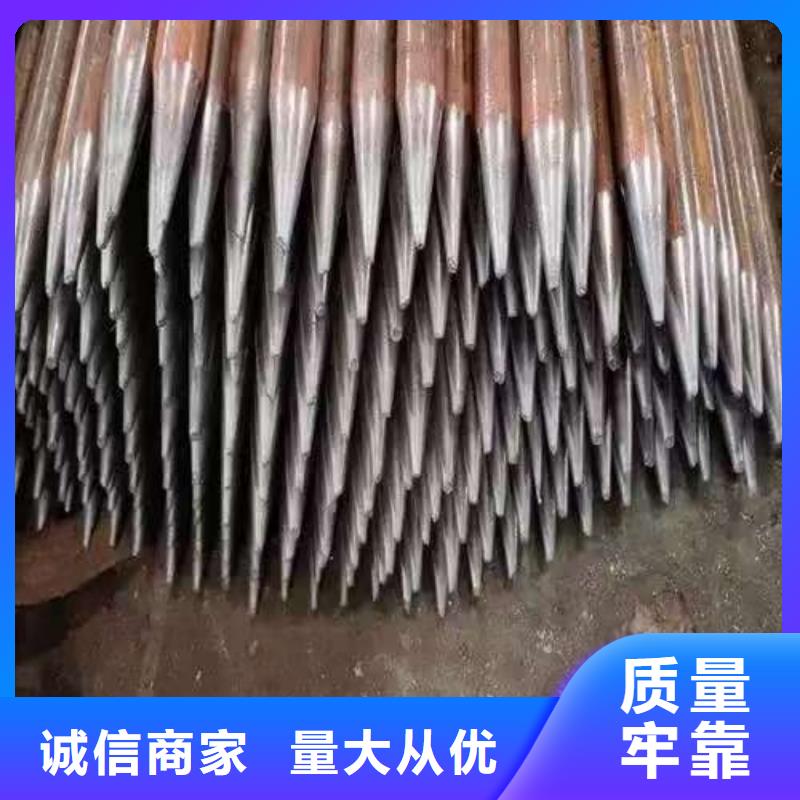
注漿管的制作方法主要包括以下幾種:
機械卷制成型法:利用精密的機械裝置,將原材料通過卷曲、同城焊接等工序,地制成注漿管。這種方法生產效率高,制成的注漿管尺寸,管壁均勻,能夠承受較大的注漿壓力。
手工焊接成型法:依賴于工匠的精湛技藝,通過手工焊接的方式,將一片片原材料精心拼接成注漿管。這種方法雖然生產效率相對較低,但制成的注漿管在細節處理上更為精細,能夠滿足一些特殊地質條件下的注漿需求。
模具壓制成型法:采用特制的模具,將原材料在高溫高壓下壓制成型。這種方法制成的注漿管尺寸,表面光滑,減少了注漿時的阻力。同時,由于生產過程高度自動化,因此生產效率極高,能夠滿足大規模注漿工程的需求。


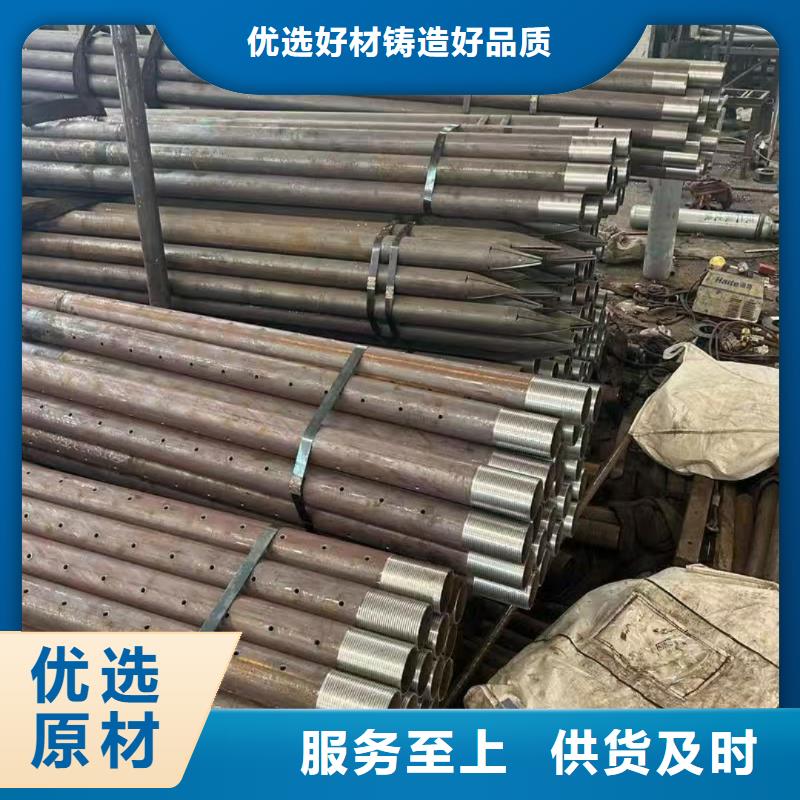
注漿管的焊接
鉚焊:注漿管在組對時,應避免強制組裝,尤其避免火焰烤校裝配。組對或制作過程如有臨時采用等離子切割時,應采取隔離措施以避免割渣對其它注漿管的污染。切割后,工件上的割渣應清理干凈。
焊接:注漿管焊接前必須認真油污、當地銹跡、附近灰塵等雜物。焊接時盡量采用氬弧焊接,采用手工電弧焊時應采用小電流、同城快速焊,避免擺動。嚴禁在非焊接區域引弧,地線位置適當、連接牢固,以避免電弧擦傷。焊接時應采取防飛濺措施(如刷白灰等方法)。焊后應用不銹鋼(不得采用碳鋼)扁鏟徹底清理熔渣和飛濺。




