
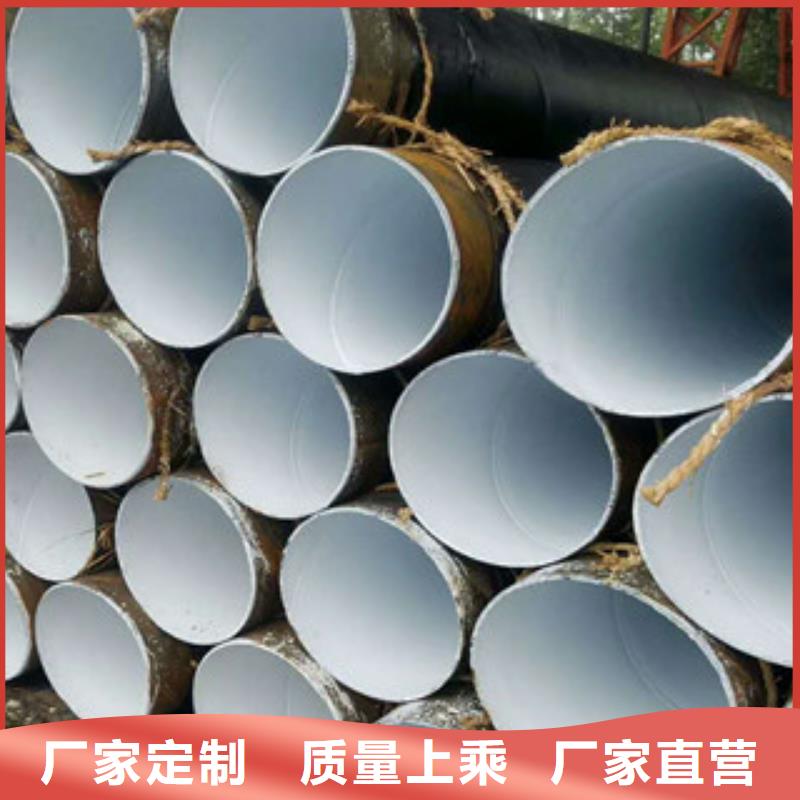



重慶南恩防腐保溫鋼管有限公司是華北地區專業加工生產石油天然氣專用3PE防腐鋼管、鋼管防腐加工和各種防腐鋼管的大型企業之一,公司現擁有國際先進水平3PE(三層聚乙烯涂層)防腐生產線和聚氨酯保溫管道生產線,專業生產3PE/2PE防腐鋼管、聚氨酯保溫鋼管,規格219mm-1620mm,用于輸油管道、天然氣管道、煤礦瓦斯管道、供熱管道、供水管道。執行標準:DIN30670/DIN30671、SY/T0413-2002、SY/T0315-97、GB/T23257-2009,可承接鋼管外壁環氧煤瀝青(一布兩油、二布三油、三布五油等)鋼管防腐,鋼管內壁IPN8710飲用水管道防腐及水泥砂漿襯里防腐。
我公司已通過ISO9001-2008質量體系認證,獲得美國石油協會API 5L 會標使用權證,美國石油協會API 5CT會標使用權證,同時獲得了 質檢總局核發的"石油天然氣工業用焊接鋼管-全國工業產品生產許可證"并將嚴格按照API 5L API 5CT 標準、GB/T9711.1-1997標準和SY/T5037-2000標準組織生產。公司建立了獨立的檢測實驗室,擁有先進的X射線實時成像系統、磁粉探傷儀、數字超聲波探傷儀、"林肯"電焊機、靜水壓試驗機等保證產品質量的關鍵設備,擁有一支專業的工程師隊伍和高素質的熟練操作者,完全具有生產高質量螺旋鋼管和防腐保溫管的能力。



精密螺旋鋼管的規格及特點
由于精密鋼管內外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等有點,所以主要用來生產氣動或液壓元件的產品,如氣缸或油缸,可以是無縫管,也有焊接管。
冷拔精密鋼管的特點
1.外徑更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面質量好。
4.鋼管橫面積更復雜。
5.鋼管性能更優越,金屬比較密。
熱軋精密鋼管的工藝流程
熱軋精密鋼管用連鑄圓管坯板坯或初軋板坯作原料,經步進式加熱爐加熱,高壓水除鱗后進入粗軋機,粗軋料經切頭、尾、再進入精軋機,實施計算機 控制軋制,終軋后即經過層流冷卻和卷取機卷取、成為直發卷。直發卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內徑為760mm。將直發卷經切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產品。熱軋精整卷若經酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。

根據以上特點可知:螺旋焊管發生 時,由于焊縫所受正應力與合成應力比較小, 口一般不會起源于螺旋焊縫處,其性比直縫焊管高。當螺旋焊縫附近存在與之相平行的缺陷時,由于螺旋焊縫受力較小,故其擴展的危險性不如直焊縫大。由于徑向應力是存在于鋼管上的 應力,所以焊縫處于垂直應力這一方向時承受 載荷。即直縫承受的載荷 ,環向焊縫承受的載荷小,螺旋縫介于二者之間。靜壓 強度:經有關對比試驗,驗證了螺旋焊管與直縫焊管的屈服壓力與 壓力實測值和理論值基本吻合,偏差接近。但無論是屈服壓力還是 壓力,螺旋焊管均低于直縫焊管。 試驗還顯示出螺旋焊管 口的環向變形率明顯大于直縫焊管。由此證實,螺旋焊管的塑性變形能力優于直縫焊管, 口一般只局限于一個螺距內,這是螺旋焊縫對裂口的擴展起了有力的約束作用所致。


聚氨酯直埋保溫管它具有獨特的性能優勢,被作為一種優良的絕熱保溫材料而迅速發展,那么是什么原因讓聚氨酯保溫管壽命下降呢?通過我們多年的生產與施工來分析一些原因:
1.直埋保溫管層偏心,即聚氨酯保溫層與鋼管不同心,形成保溫厚薄不均,嚴重者可使外層塑料軟化而被損壞。
2.使用不當而遭受,在運輸及安裝中易受損傷,在埋地后距地面深度不夠或上部土壤及道路較軟,造成載重車輛碾壓后被損壞。
3.接口處理不當,在管道敷設安裝中,相接二根管焊接不嚴密造成滲水,或在“補口”中操作不認真而造成外部污水滲入保溫層等造成的。
4.直埋保溫管使用的塑料和聚氨酯材料不合理,如經常發現使用分揀雜亂的回收塑料,經過擠出成形后的塑料管不能充分被塑化而致使外管劣化。聚氨酯保溫管密度低造成強度低而在搬運中就已損壞,另外體系中含有游離酸太高,造成對鋼管外壁的腐蝕等。
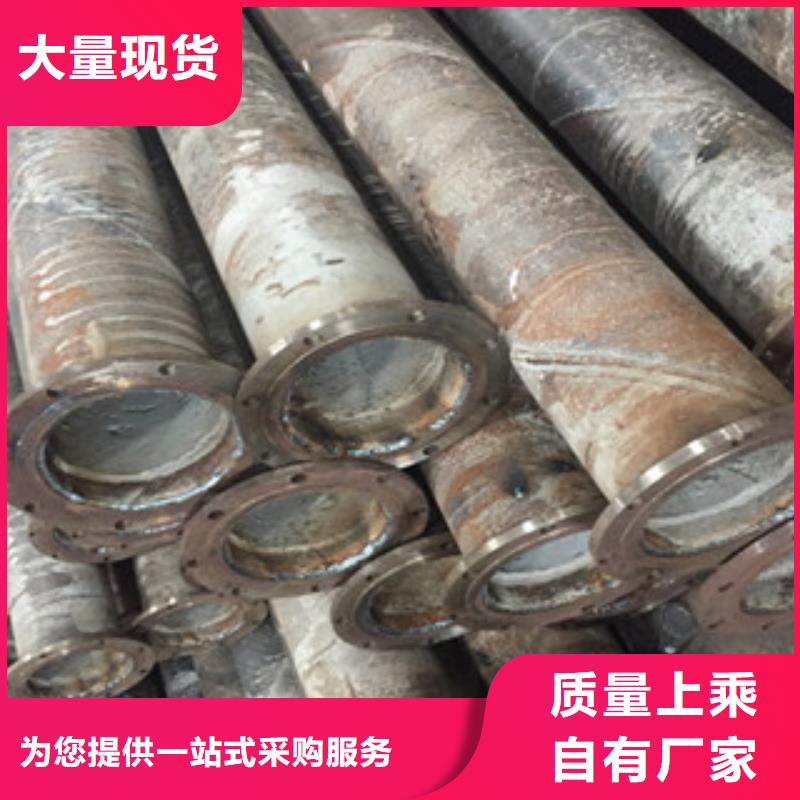
聚氨酯直埋保溫鋼管是由高密度聚外層、聚氨脂硬質泡沫塑管和鋼管構成。溫層材伎為密度60kg/m3至80kg/m3的硬質聚氨酯泡沫,充分添滿鋼管與套管之間的空地,并具有必需的粘接強度,使鋼管、外衣管及保溫層三者之間變成每個穩固的合座



南恩物資(樂山市分公司) 球墨鑄鐵管產品自推出市場以來,其可靠的性能、人性化的設計、合理的價格、完善的售后服務為公司樹立企業形象、開展業務奠定了良好的市場基礎。吸引了眾多客戶青睞的目光, 球墨鑄鐵管得到了廣大客戶的一致認可。


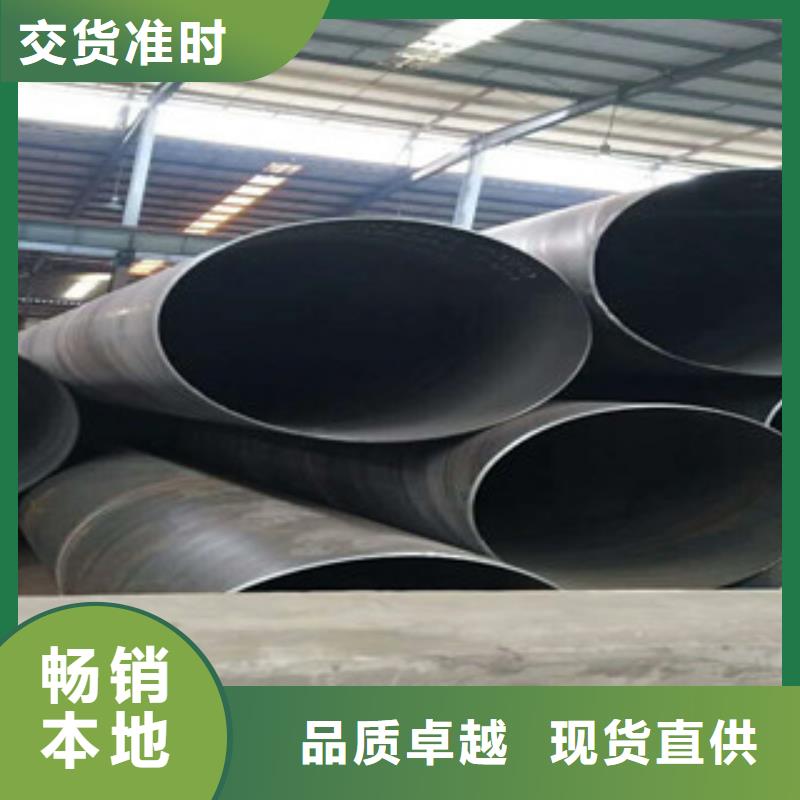
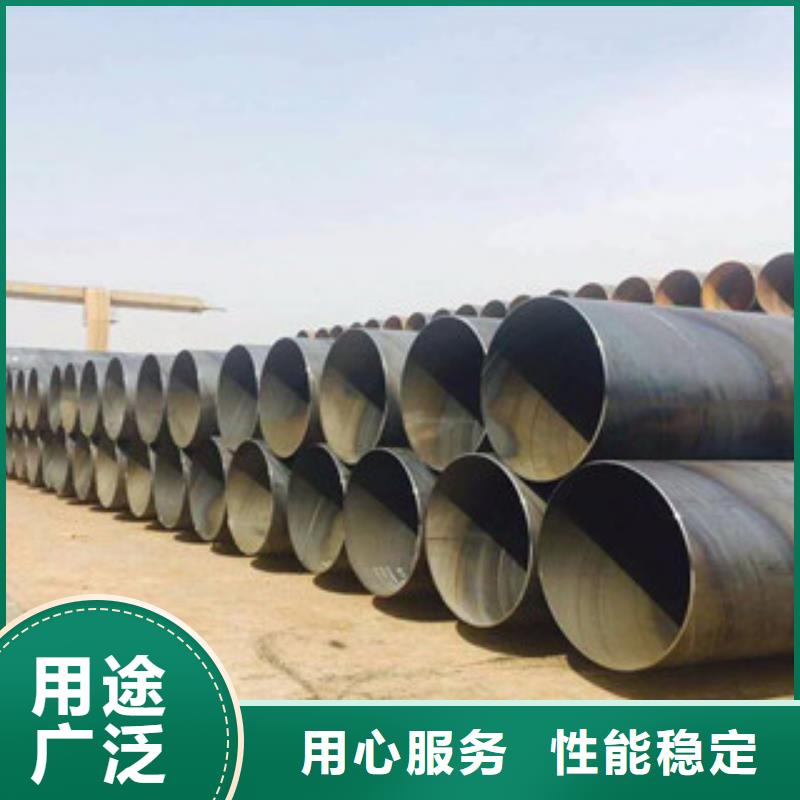
螺旋焊管機組用于生產直徑 (89~2450)mm×(0.5~25.4)mm,長度6~35m的大直徑鋼管。其生產方式為連續式和間斷式兩科,機組采用螺旋式成型,焊接采用預焊和終焊兩步進行。先在一臺螺旋成型器上進行成型和預焊(點焊),然后在終焊接設備上進行內外埋弧焊接。螺旋焊管的設備布置如圖所示。
螺旋焊管采用螺旋成型器成型,它可分為上卷成型和下卷成型兩種。日前螺旋焊管的成型器結構形式歸納起來有三種基本形式:
(1)套筒式螺旋成型器。只適用于小口徑焊管的成型。它造價低,操作容易。
(2)輥式螺旋成刪器。輥式成型器是根據三輥彎板機工作原理制成,這種成型器與帶鋼的接觸面呈滾動摩擦,阻力小、工具壽命長,對產品表面幾乎無擦傷。
(3)芯棒螺旋成型器。這種成型器適合于小直徑、薄壁優質螺旋焊管的成型。但鋼管內表面可能因摩擦而被擦傷



