


別再等待了,僅僅一分鐘,就能通過我們的絎磨管航磨管加工廠廠家實力大產(chǎn)品視頻探索到無數(shù)令人心動的細節(jié)和亮點。
以下是:絎磨管航磨管加工廠廠家實力大的圖文介紹



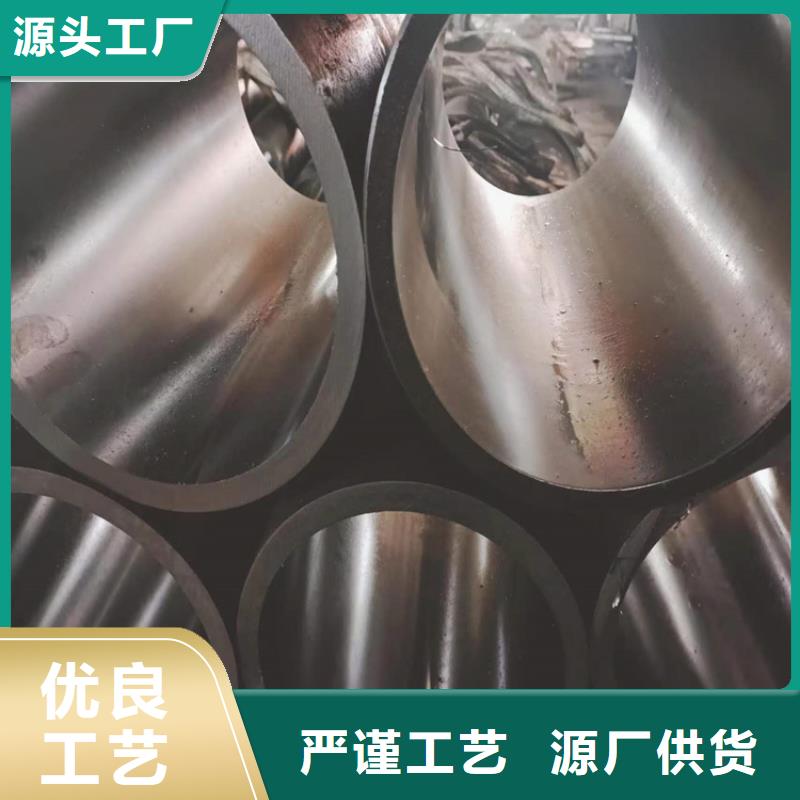
企業(yè)旺旺珩磨管絎磨管油缸管厚壁油缸管采用滾壓加工,由于表面層留有表面殘余壓應(yīng)力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產(chǎn)生或擴大,因而提高絎磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了厚壁油缸管內(nèi)壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質(zhì)薄壁氣缸管內(nèi)表面磨損處理方法 薄壁氣缸管存在較深縱向拉痕的,按照實物進行測繪,由專業(yè)生產(chǎn)廠俺珩磨管制造工藝重新生產(chǎn)進行更換,近資料顯示,可運用TS311減磨修補修復(fù)珩磨管。




企業(yè)旺旺珩磨管絎磨管油缸管絎磨管廠滾壓具有以下特點:(1)生產(chǎn)效率高:用傳統(tǒng)的方法生產(chǎn)一根內(nèi)徑420毫米,12米長的缸筒需154小時,用冷拔方法生產(chǎn)只需4分鐘。(2)率高:由于鏜孔的滾壓頭兼起導(dǎo)向作用,在切削過程中,毛坯管由于自重產(chǎn)生撓度,致使?jié)L壓頭和鏜刀走偏,造成廢品。率只能達到60%左右,而用冷拔方法生產(chǎn),率可達95%以上。(3)金屬利用率高:用傳統(tǒng)的鏜孔方法制造缸體,金屬利用率只有50-70%。用拉拔方法生產(chǎn)時,金屬不但不被切削成鐵末,反而可以得到30%的延伸,金屬利用率可達95%。(4)能改善成品管金屬的機械性能:用拉拔方法生產(chǎn),使毛坯得到30%以上的塑性變形,由于加工硬化而使成品管金屬的強度限大為提高。一般在成品管內(nèi)層強度限提高達60%。高精度冷拔管是用無縫熱軋鋼管、直縫焊管為坯料,經(jīng)過化學處理后在專用冷拔機上,通過特種變形原理設(shè)計的模具進行拉拔,生產(chǎn)出高精度管。其尺寸精度達H10~H8,直線度達0.35~0.5mm/m,表面粗糙度達Ra1.6-0.4。


液壓機械有限公司(西藏分公司)秉承“以用戶需求為導(dǎo)向,以增值服務(wù)為驅(qū)動力”的經(jīng)營理念,本著“誠信、真實、進取、法治”的企業(yè)價值觀,弘揚工匠精神,以科技創(chuàng)新為動力,以用戶滿意為宗旨,以持續(xù)改進和標準化管理為手段,以管理求效益,以服務(wù)贏得客戶,期待與員工客戶朋友攜手合作,共創(chuàng)【珩磨管生產(chǎn)廠家】美好明天!




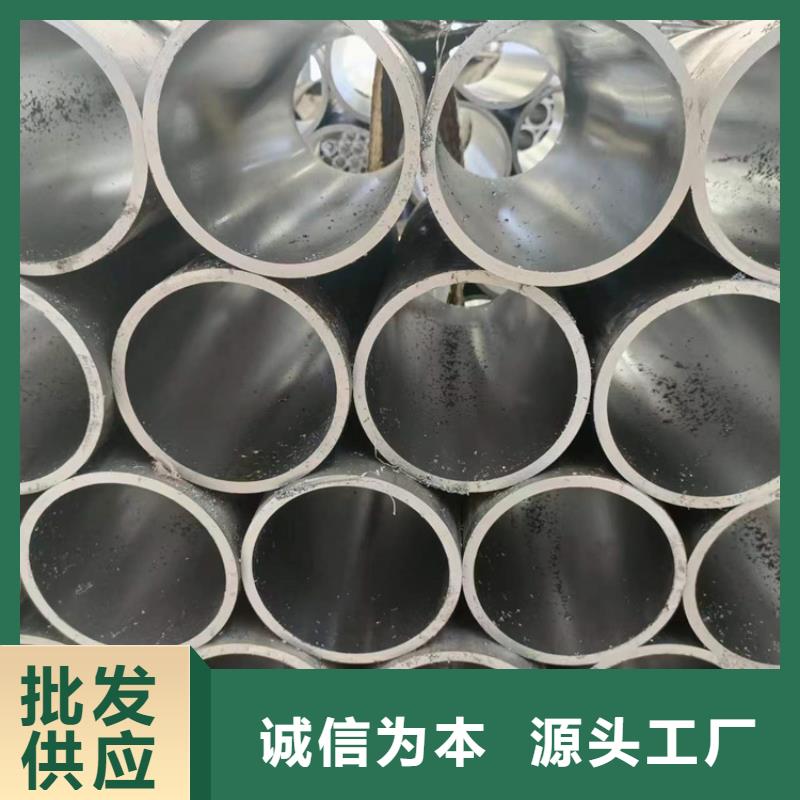
企業(yè)旺旺珩磨管絎磨管油缸管拋光一般是用軟質(zhì)的拋光輪,比如絲綢。或者圓盤型的拋光盤加上拋光膏,就是一種很細的磨料,對工進行精細加工,可以得到高的表面光潔度。但它在加工時無剛性基準面,因此不能形位誤差。可以對不規(guī)則表面進行拋光。珩磨是一種高精度磨削加工。不光對孔,在淬硬齒面上也可以進行,比如“珩齒”加工。但加工孔比較多見。比如發(fā)動機缸體的加工。它使用組合磨具,安裝在浮動夾具上,可以微量的自我調(diào)節(jié),因此可以適應(yīng)孔的形狀誤差。因此它也不能孔的形位誤差。薄壁氣缸管生產(chǎn)廠所謂調(diào)質(zhì),一般是指含碳量在0.3-0.6%的中碳鋼.一般用這類絎磨管制作的零件要求具有很好的綜合機械性能,即在保持較高的強度的同時又具有很好的塑性和韌性,人們往往使用調(diào)制處理來達到這個目的,所以人們習慣上就把這一類絎磨管稱作調(diào)質(zhì)鋼絎磨管調(diào)質(zhì)與不調(diào)質(zhì)的區(qū)分 45#絎磨管的調(diào)質(zhì)處理是熱處理的一種工藝,是指絎磨管在淬火后加高溫回火.目的是使調(diào)質(zhì)后的零件具有優(yōu)良的綜合機械性能.關(guān)于調(diào)制處理工藝的加溫時間保溫時間冷卻速度冷卻介質(zhì)等,要看具體的材料,具體零件的技術(shù)要求來決定,
點擊查看液壓機械有限公司(西藏分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
