



聯(lián)系我們

您可能對運(yùn)城本地以下產(chǎn)品新聞也感興趣
更新時間:2025-06-14 18:14:30 ip歸屬地:運(yùn)城,天氣:小雨轉(zhuǎn)晴,溫度:19-28 瀏覽次數(shù):4 公司名稱:聊城 廣順物資 (運(yùn)城市分公司)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 4500/噸 |
| 發(fā)貨期限 | 7天 |
| 供貨總量 | 1 |
| 運(yùn)費(fèi)說明 | 不等 |
| 小起訂 | 1噸 |
| 質(zhì)量等級 | 一級 |
| 是否廠家 | 是 |
| 產(chǎn)品品牌 | 廣順 |
| 產(chǎn)品產(chǎn)地 | 聊城 |
| 加工定制 | 是 |
| 產(chǎn)地 | 聊城 |
| 品牌 | 廣順物資 |
| 是否訂購 | 是 |
| 生產(chǎn) | 廠家 |
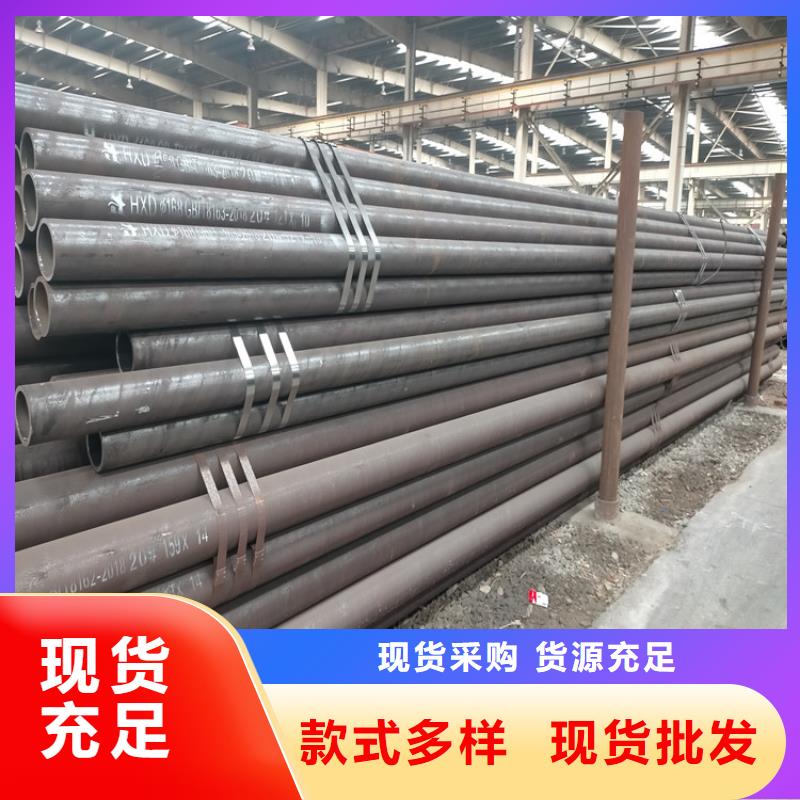
| 范圍 | 【無縫鋼管】-30CrMo合金鋼管生產(chǎn)基地位于【聊城】,供應(yīng)范圍覆蓋山西省 太原市、大同市、長治市、晉城市、陽泉市、朔州市、晉中市、運(yùn)城市、忻州市、臨汾市、呂梁市 鹽湖區(qū)、臨猗縣、萬榮縣、聞喜縣、稷山縣、新絳縣、絳縣、垣曲縣、夏縣、平陸縣、芮城縣、永濟(jì)市、河津市等區(qū)域。 |

貨及時")
貨及時")
無縫鋼管冷拔管在加工上是比較講究的,出現(xiàn)一個問題的話就會出現(xiàn)不同的效果。冷拔管是進(jìn)行制作的時候有必要進(jìn)行拋丸嗎?那么拋丸是什么意思啊!1、拋丸也是一種機(jī)械方面的表面處理工藝的名稱,類似的工藝還有噴砂和噴丸。 拋丸是一個冷處理過程,分為拋丸清理和拋丸強(qiáng)化,拋丸清理顧名思義是為了去除表面氧化皮等雜質(zhì)提高外觀質(zhì)量,拋丸強(qiáng)化就是利用高速運(yùn)動的彈丸(60-110m/s)流連續(xù)沖擊被強(qiáng)化工件表面,迫使靶材表面和表層(0.10-0.85mm)在循環(huán)性變形過程中發(fā)生以下變化:顯組織結(jié)構(gòu)發(fā)生改性;非均勻的塑變外表層引入殘余壓應(yīng)力,內(nèi)表層生產(chǎn)殘余拉應(yīng)力;外表面粗糙度發(fā)生變化(Ra Rz)。影響:可提高材料/零件疲勞斷裂抗力,防止疲勞失效,塑性變形與脆斷,提高疲勞壽命。2、拋丸使工件的表面達(dá)到一定的粗糙度,使工件變得美觀,或者改變工件的焊接拉應(yīng)力為壓應(yīng)力,提高工件的使用壽命。通過提高工件表面的粗糙度,也提高了工件后續(xù)噴漆的漆膜附著力。3、拋丸這種工藝幾乎用于機(jī)械的大多數(shù)領(lǐng)域,如修造船、汽車零部件、飛機(jī)部件、槍炮坦克表面、橋梁、鋼結(jié)構(gòu)、玻璃、鋼板型材、管道內(nèi)外壁防腐甚至道路表面等等行業(yè)。4、拋丸,雜技之一。兩手上下拋接多個彈丸不使落地。 魯迅《故事新編·鑄劍》:“近來便是走索、緣竿、拋丸、倒立、吞刀、吐火等等奇妙的把戲,也都看得毫無意味。”參見“ 弄丸 ”。可見冷拔管是不是需要拋丸就要看看用途是怎么樣的,如果是用途比較大的話就是需要的,否則的話是沒有必要的!當(dāng)您的冷拔管進(jìn)行拋丸之后就要進(jìn)行涂裝,否則的話是會生銹的。
貨及時")
貨及時")
廣順物資 (運(yùn)城市分公司)是專業(yè)從事【無縫鋼管】生產(chǎn)的專業(yè)廠家,座落在享有【無縫鋼管】之都-山西運(yùn)城工業(yè)園區(qū)內(nèi),交通便利,經(jīng)濟(jì)繁榮。本公司自創(chuàng)建以來本著開拓、奮斗、進(jìn)取的精神,對技術(shù)工藝精益求精,現(xiàn)已發(fā)展成為具有一定規(guī)模的【無縫鋼管】專業(yè)制造企業(yè),【無縫鋼管】產(chǎn)品暢銷全國各地,贏得廣大用戶的贊譽(yù).
貨及時")
貨及時")
無縫鋼管對于輕鋼結(jié)構(gòu)來說,引用相關(guān)資料如下:在所有的吊車梁標(biāo)準(zhǔn)圖中,都有規(guī)定“翼緣和腹板的工廠拼接接頭不應(yīng)設(shè)在同一截面內(nèi),應(yīng)錯開>=200mm,鋼結(jié)構(gòu)吊車梁翼緣和腹板拼接位置應(yīng)設(shè)在離支座1/3L~1/4L之間”就是把拼接接頭位置設(shè)置在彎矩小的位置。 Q235B鋼管是以帶鋼卷板為原材料,經(jīng)常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的鋼管。原材料即帶鋼卷,焊絲,焊劑。在投入前都要經(jīng)過嚴(yán)格的理化檢驗。 帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補(bǔ)焊。 成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機(jī)兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。采用外控或內(nèi)控輥式成型。采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴(yán)格的控制。 內(nèi)焊和外焊均采用美國林肯電焊機(jī)進(jìn)行單絲或雙絲埋弧焊接,從而獲得穩(wěn)定的焊接規(guī)范
貨及時")
貨及時")
貨及時")
貨及時")
貨及時")