

以下是:安徽省六安市閥門廠的產品參數
產品價格 530起 發貨期限 1天起 供貨總量 10000頓 運費說明 根據距離 小起訂 1頓 質量等級 國標 是否廠家 廠直發 產品材質 球墨鐵 產品品牌 新興,京東,圣士達 產品規格 80-2600 發貨城市 北京,唐山,山西 產品產地 唐山,山西 加工定制 特殊口徑 產品型號 80-2600 可售賣地 全國 產品重量 77kg起 產品顏色 黑色 質保時間 1年 外形尺寸 6米長 適用領域 給水,消防,中水,排水 是否進口 否 質量認證 GB/T13295 范圍 閥門廠球墨鑄鐵管供應范圍覆蓋安徽省 六安市 合肥市、馬鞍山市、蚌埠市、黃山市、阜陽市、亳州市、巢湖市、銅陵市、淮北市、淮南市、蕪湖市、安慶市、滁州市、宿州市、宣城市、池州市 金安區、裕安區、壽縣、霍邱縣、舒城縣、金寨縣、霍山縣等區域。 【保信恒遠】為客戶提供多樣化產品,包括蚌埠球墨鑄鐵管售后無憂、黃山球墨鑄鐵管把實惠留給您、亳州球墨鑄鐵管支持定制批發、蕪湖球墨鑄鐵管品質優選、宿州球墨鑄鐵管海量現貨、池州球墨鑄鐵管精致工藝、壽縣球墨鑄鐵管一站式采購、舒城球墨鑄鐵管采購等,適配多元場景需求。閥門廠,保信恒遠商貿(六安市分公司)bjbxhy30737-76為您提供閥門廠產品案例,聯系人:劉偉,發貨地:北京市昌平區北清路1號院3號樓12層2單元1503A室。 安徽省,六安市 六安之名始于漢武帝,取衡山國內六縣、安風、安豐等縣首字,別衡山國為六安國,兼有“六地平安,永不反叛”之意,因舜封皋陶于六,故后世稱六安為皋城;六安是的革命老區,被譽為紅軍的搖籃,將軍的故鄉,自然人文環境主要體現在其“襟江帶淮”的區域特色、“承東接西”的地理位置與“山環英霍”的秀美風光;淠河和淠河總干渠流經市區20余千米,形成2.5萬畝水面、5000畝兩岸綠地的城市生態帶,境內自然和人文景觀眾多,擁有4A級以上景區26家(其中5A級2家),全國紅色旅游景點景區9個,省級紅色旅游景點景區15個,全域旅游示范區2個,省級旅游度假區3個。2023年,被評為三線城市。
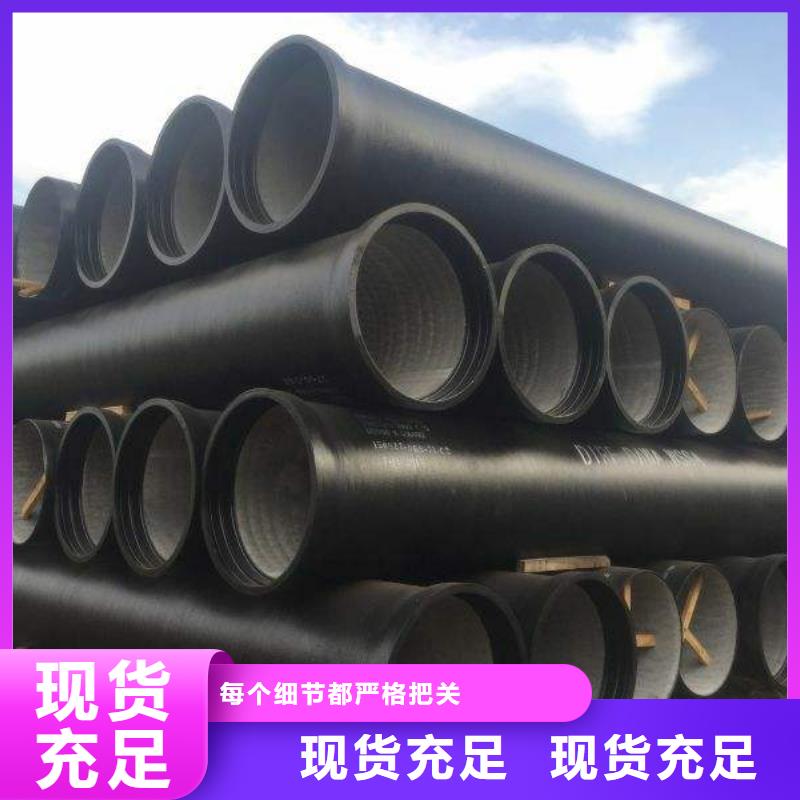
想要深入了解閥門廠產品的獨特之處嗎?我們的視頻將帶您踏上一段探尋之旅,從設計理念的誕生到精湛工藝的呈現,讓您感受產品的魅力與品質。以下是:安徽六安閥門廠的圖文介紹
安徽六安保信恒遠商貿有限公司自成立以來,始終遵循“科技向導,服務先行,誠信為本”的經營理念,堅持以客戶的大利益為己任,注重 球墨鑄鐵管產品的研發投入。嚴格按照ISO9000質量管理體系的標準運行,求精務實創新奮進,為各界客戶提供符合各區域特點的優質 球墨鑄鐵管產品及完美解決方案。
產品標準GB/T 13295-2008 水及燃氣管道用球墨鑄鐵管、管件和附件GB/T 17457-1998 球墨鑄鐵管水泥砂漿離心法襯層一般要求GB/T 17458-1998 球墨鑄鐵管水泥砂漿離心法襯層新拌砂漿的成分檢驗GB/T 17459-1998 球墨鑄鐵管瀝青涂層GB/T 17456 球墨鑄鐵管外表噴鋅GB/T 17219-1998 生活飲用水輸配水設備及防護材料的性評價標準對于球墨鑄鐵管它的標準,在現在我國是具有一個相對比較完整的,系統化的要求及規范。一般每種不同要求、不同標準的球墨鑄鐵管它的性能方面會有所不同,產品所適用的領域及行業也會有所差別。但是不論是哪種標準的球墨鑄鐵管,它都是要符合規格。
名稱:球墨鑄鐵管壁厚控制方法 球墨鑄鐵管壁厚控制方法技術領域 本發明屬于離心澆注球墨鑄管壁厚精準控制的范疇。 背景技術: 新版IS02531標準(球墨鑄鐵管國際新標準)的推行和實施,一方面有利于推行節約化生產,提高材料的利用率,有利于可持續發展;另一方面,國內幾乎所有鑄管企業的裝備都不能完全滿足新標準鑄管的生產。作為年生產量三分之一需要出口的外向型企業,開發新裝備滿足新標準鑄管生產、突破新的技術壁壘成為我們研究的緊迫任務之一。新標準球墨鑄鐵管的主要特點管壁薄,防腐性能高;強度高;綠色環保理念。國內龍頭企業在兩三年前開始嘗試生產符合新標準的球墨鑄鐵管,但由于薄壁管壁厚以及管壁均勻性難以控制,導致生產產品不符合標準,廢品率高,生產成本居高不下。主要原因在于設備控制的度達不到要求。發明內容 為了克服現有技術的缺點,本發明提供一種球墨鑄鐵管壁厚控制方法,可以大幅提高產品合格率,降低生產成本。 本發明解決其技術問題所采取的技術方案是它包括 離心澆注鐵液流量控制扇形包澆注傾翻角速度設定值為αX,通過編碼器反饋的扇形包傾翻角速度為αP,扇形包澆注時,通過PID控制器,不斷調整比例閥的給定電壓值Ui,使扇形包傾翻角速度αρ與設定速度αχ保持一致; 和主機軸向運行控制主機行走速度設定值為Vx,通過主機主油缸內置編碼器反饋的主機實際行走速度為Vp,主機在行走過程中時刻對比Vx與Vp的值,通過PID控制器改變伺服閥的給定電壓值Ui,調整伺服閥的開口度,使主機行走速度Vp與設定速度Vx保持一致。 本發明可以大幅提高產品合格率,降低生產成本。 下面結合附圖和實施例對本發明進一步說明。 圖I為本發明離心澆注鐵液流量控制原理圖2為本發明主機軸向運行控制原理圖。 具體實施方式 如圖I所示,離心澆注鐵液流量控制扇形包澆注傾翻角速度設定值為αX,通過編碼器反饋的扇形包傾翻角速度為αρ,扇形包澆注時,通過PID控制器,不斷調整比例閥的給定電壓值Ui,使扇形包傾翻角速度αP與設定速度αχ保持一致。澆注過程中,扇形包穩定的澆注傾翻速度,保證了流入主機內鐵水的均勻性。 所述的離心澆注鐵液流量控制包括澆包液壓控制澆包液壓控制主閥采用伺服閥,與扇形包轉軸上的高精度碼盤組成閉環控制系統。該控制系統的響應靈敏度可達到(O.1%的精度,結合電氣控制系統,保證澆包能按設定的速度和曲線進行工作。 如圖2所示,主機軸向運行控制主機行走速度設定值為Vx,通過主機主油缸內置編碼器反饋的主機實際行走速度為Vp,主機在行走過程中時刻對比Vx與Vp的值,通過PID控制器改變伺服閥的給定電壓值Ui,調整伺服閥的開口度,使主機行走速度Vp與設定速度Vx保持一致。 主閥芯通過內置傳感器與相應電子放大器相連,主閥芯的位置隨著給定值在放大器加法點產生的差動電壓的變化而變化。通過電子放大器給定值和實際值比較后的控制偏差,并產生電流輸入先導閥比例電磁鐵,從而控制主閥芯行程和閥口開度。 外環控制用高性能PLC控制主機的行走速度。該控制系統的響應靈敏度可達到(O.2%的精度;油缸的重復定位精度可達到2μm。 所述的主機軸向運行控制包括主機油缸液壓控制,主機油缸液壓采用差動回路。保證主機油缸能實現聞速運行,聞速度達到1000mm/s,提聞整體設備的生廣節奏;主閥采用高頻響伺服比例閥,主閥的流量可提高到1600L/min;主機油缸安裝內置傳感器,與伺服比例閥組成閉環控制系統,該控制系統的響應靈敏度可達到O.1%的精度;油缸的重復定位精度可達到2μm。主機的行走與翻包的速度按設定的程序相互協調,保證生產出來的管子壁厚均勻,從而提高管子的產量和質量。 主機油缸在高速工作的過程中減速時,壓力油管道會產生壓力波動而造成主機設備振動,在主油缸液壓控制系統中設置了溢流裝置,用于減少和系統中的壓力波動,保護主油缸能平穩運行。 主機油缸在減速過程中,由于速度過快,在油缸的進油腔會產生吸空,造成油缸振動。在液壓系統中專丨]設計了快速補油系統,在油缸吸空時能快速將油補進,減少設備振動的發生。 權利要求 1.一種球墨鑄鐵管壁厚控制方法,其特征在于它包括離心澆注鐵液流量控制扇形包澆注傾翻角速度設定值為αχ,通過編碼器反饋的扇形包傾翻角速度為αP,扇形包澆注時,通過PID控制器,不斷調整比例閥的給定電壓值Ui,使扇形包傾翻角速度αP與設定速度αX保持一致;和主機軸向運行控制主機行走速度設定值為Vx,通過主機主油缸內置編碼器反饋的主機實際行走速度為Vp,主機在行走過程中時刻對比Vx與Vp的值,通過PID控制器改變伺服閥的給定電壓值Ui,調整伺服閥的開口度,使主機行走速度Vp與設定速度Vx保持一致。 2.根據權利要求I所述的球墨鑄鐵管壁厚控制方法,其特征在于所述的離心澆注鐵液流量控制包括澆包液壓控制澆包液壓控制主閥采用伺服閥,與扇形包轉軸上的高精度碼盤組成閉環控制系統。 3.根據權利要求I所述的球墨鑄鐵管壁厚控制方法,其特征在于所述的主機軸向運行控制包括主機油缸液壓控制,主機油缸液壓采用差動回路。 全文摘要 本發明涉及一種球墨鑄鐵管壁厚控制方法。它包括離心澆注鐵液流量控制扇形包澆注傾翻角速度設定值為αx,通過編碼器反饋的扇形包傾翻角速度為αp,扇形包澆注時,通過PID控制器,不斷調整比例閥的給定電壓值Ui,使扇形包傾翻角速度αp與設定速度αx保持一致;和主機軸向運行控制主機行走速度設定值為Vx,通過主機主油缸內置編碼器反饋的主機實際行走速度為Vp,主機在行走過程中時刻對比Vx與Vp的值,通過PID控制器改變伺服閥的給定電壓值Ui,調整伺服閥的開口度,使主機行走速度Vp與設定速度Vx保持一致。可以大幅提高產品合格率,降低生產成本。 文檔編號B22D13/12GK102935497SQ20121042738 公開日2013年2月20日申請日期2012年10月31日優先權日2012年10月31日 發明者李九獅,徐宏英,王亞飛,張韜申請人:新興河北工程技術有限公司
在安徽省六安市采買閥門廠到保信恒遠商貿(六安市分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:劉偉,地址:《北京市昌平區北清路1號院3號樓12層2單元1503A室》。






