

以下是:不銹鋼/碳素鋼燈光護欄精選廠商的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 產地 山東 是否進口 否 加工定制 是 表面處理 光滑 高度 定制 規格 可定制 您是想要在河南省鄭州市采購高質量的不銹鋼/碳素鋼燈光護欄精選廠商產品嗎?遠征護欄制造有限公司(鄭州分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的不銹鋼/碳素鋼燈光護欄精選廠商產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:李中-18906350280,QQ:512837979,地址:《高新區中華路與天津路交叉口西200米路北》。 河南省,鄭州市 2022年,鄭州市實現地區生產總值12934.7億元,按不變價格計算,同比增長1%。
對于不銹鋼/碳素鋼燈光護欄精選廠商產品,我們傾注了無盡的心血和熱情。而我們的視頻,正是我們向您展示這一成果的方式。以下是:不銹鋼/碳素鋼燈光護欄精選廠商的圖文介紹不銹鋼復合管焊接要點及注意事項:1.采用垂直外特性的電源,直流時采用正 性(焊絲接負 )2.不銹鋼復合管利用氬弧焊焊接,具有焊縫成型美觀,焊接變形量小的特點3.保護氣體為,純度為99.99%。當焊接電流為50~50A時,流量為8~0L/min,當電流為50~250A時,流量為2~5L/min。4.鎢 氣體噴嘴突出的長度,以4~5mm為佳,,在角焊等遮蔽性差的地方是2~3mm,在開槽深的5~6mm,噴嘴至工作的距離一般不超過5mm。5.為防止焊接氣孔之出現,焊接部位如有鐵銹、油污等務必清理干凈。6.焊接電弧長度,焊接普通鋼時,以2~4mm為佳,而焊接不銹鋼時,以~3mm為佳,過長則保護效果不好。7.對接打底時,為防止底層焊道的背面被氧化,背面也需要實施氣體保護。8.為使很好地保護焊接熔池,和便于施焊操作,鎢 中心線與焊接處工件一般應保持80~85°角,填充焊絲與工件表面夾角應盡可能地小,一般為0°左右。9.防風與換氣。有風的地方,務請采取擋網的措施,而在室內則應采取適當的換氣措施。
橋梁護欄的阻攔功能:橋梁通過橋梁護欄可以阻攔不良的交通行為,阻攔試圖橫穿馬路的行人或自行車或機動車輛。它要求橋梁護欄有一定的高度,一定的密度(指豎欄),還要有一定的強度。
不銹鋼碳素鋼復合管現在已經普遍應用在橋梁護欄,因其兼具不銹鋼抗腐蝕耐磨和卓越美麗的外表,以及碳素鋼良好的抗彎強度及抗沖擊性。那么在安裝不銹鋼復合管護欄時,應該注意什么問題呢?護欄施工時應準確掌握各種設施的資料,特別是埋設于路基中各種管道的準確位置,在施工過程中不允許對地下設施造成任何破壞。如遇地下通訊管線、泄水管或涵頂填土深度不足時,應調整立柱位置,或改變立柱固定方式。當立柱打入過深時,不得將立柱拔出矯正,需將其余全部拔出,將其基礎重新夯實后再打入,或調整立柱位置。橋梁護欄應安裝法蘭盤,注意法蘭盤的定位和立柱頂面標高的控制。
不銹鋼復合管是一般由先進的引進設備、先進的工藝、微電腦控制的自動化生產線生產,產品質量穩定,生產效率高,成本低,具有外表豪華、美觀、防腐蝕和碳素鋼管強度高、剛性好及價廉的特點,是純不銹鋼的替代產品,適用于建筑、裝飾等行業。
河南鄭州遠征護欄制造有限公司專業經營 201,304不銹鋼/碳素鋼復合管護欄20余年。公司理念:用心經營,讓生活更美好。在售主營商品有: 201,304不銹鋼/碳素鋼復合管護欄。 歡迎全國各地朋友洽談合作,全國各地支持廠家直發,節約了大量的運輸成本,真正實現了互利共贏,量大物流免費送貨上門。
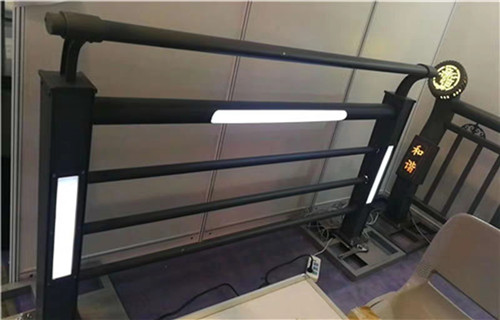
不銹鋼復合管護欄結構一般分為主桿和立柱,主桿也經常被稱為主管(比如,樓梯護欄扶手部位即是我們所說的主管)。立柱也可以稱之為立管,就是用來支撐主管的。主管的壁厚按照 的標準是1.2mm,不銹鋼復合管護欄在生活中經常見到,比如樓梯護欄、陽臺護欄、橋梁護欄等等。
不銹鋼復合管護欄焊接要領1.采用帶有高頻、脈沖裝置的氬弧焊機焊接,氣體保護措施與焊純不銹鋼一樣,鎢 焊針用Ф1.6㎜,焊絲用Ф0.8~Ф1.2㎜,牌號HOCr2NN(即304焊絲),焊接電流點焊時可稍大40~50A,連焊時控制20~40A,焊接速度一般15~25㎝/min。焊接時要保護氣體為,純度為99.99%。當焊接電流為50~50A時,流量為8~0L/min,當電流為50~250A時,流量2~5L/min。鎢 氣體噴嘴突出的長度,以4~5mm為佳,,在角焊等遮蔽性差的地方是2~3mm,在開槽深的地方是5~6mm,噴嘴至工作的距離一般不超過5mm。2.將對焊處兩端磨坡口,為使很好地保護焊接熔池,和便于施焊操作,鎢 中心線與焊接處工件一般應保持80~85°角,填充焊絲與工件表面夾角應盡可能地小,一般為0°左右。3.采用低電壓小電流(20A~30A),調節到0.5Mpa左右,對復合管聯接處進行填焊,對需要透焊的復合管,采用兩次焊接,先將內層碳素鋼管焊好,再將表層不銹鋼層焊接(兩次焊接均采用氬弧焊),在焊接中,若發現穿孔,咬邊等缺陷,說明電流偏大,可調小。如管材焊不透,則電流偏小,可適當調大。其余如“╗”型或“╦”型的焊接法同焊純不銹鋼差不多,主要是坡口要好配合恰當,不要太大,一般在1㎜之內間隙。4.復合管焊好后,先用砂輪片打磨,再用80~320目的千頁輪磨平,如有需要再用布輪加臘拋光即可。因復合管表層不銹鋼壁厚在0.3~0.6㎜左右,應注意不要過份打磨,否則很容易將不銹鋼表層磨破鋼管,這樣就需要修補,加大了工作量.可在施工前先切一小段試焊,熟悉一下,一般能焊純不銹鋼薄壁管較豐富的工人在半天內即可焊接要領。
遠征護欄制造有限公司(鄭州分公司)【19806048887】在河南省鄭州市本地專業從事不銹鋼/碳素鋼燈光護欄精選廠商,價格低,發貨快,效果好 ([城市群])可送貨上門。












