

我們為您準備了軋輥鋼,316L不銹鋼管從廠家買售后有保障產品的全新視頻介紹,視頻中的每一幀,都是產品的真實寫照
以下是:江蘇鎮江軋輥鋼,316L不銹鋼管從廠家買售后有保障的圖文介紹
模具鋼廠家、304不銹鋼管、630不銹鋼管、2507不銹鋼管用途廣泛,多功能使用。新物通物資(鎮江市分公司)多年老廠,自產自銷。減少中間商差價,價格實惠,貨源充足。


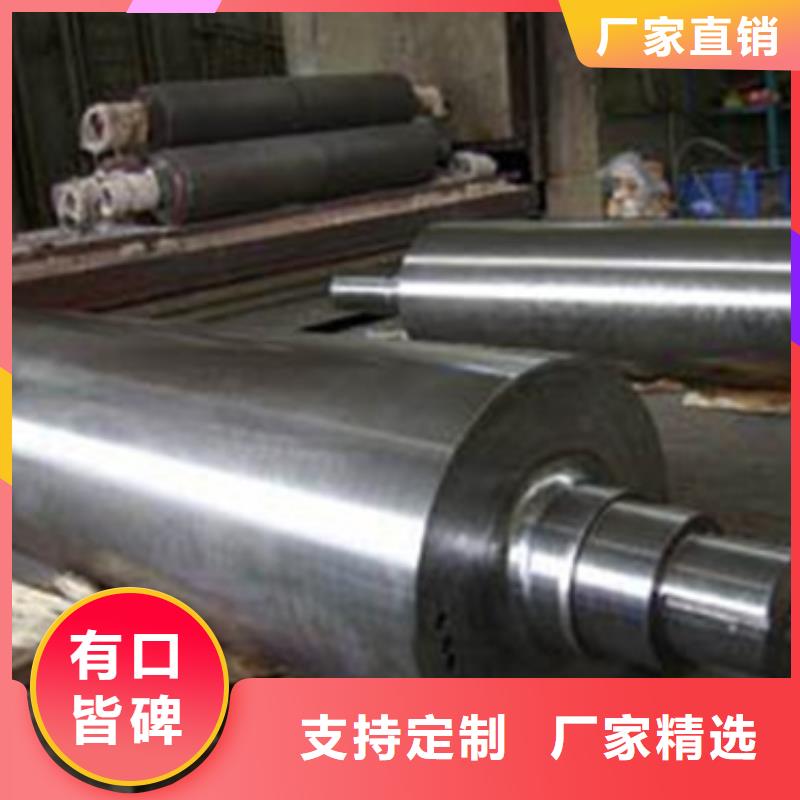
軋輥成型方法
鑄造軋輥和鍛造軋輥;
鑄造軋輥是指將冶煉鋼水或熔煉鐵水直接澆注成型這一生產方式制造的軋輥種類。
鑄造軋輥按材質又可分為鑄鋼軋輥和鑄鐵軋輥兩類;按制造方法又可分為整體鑄造軋輥和復合鑄造軋輥兩類。
鍛造軋輥按材質分類如下:
⑴鍛造合金鋼軋輥;
⑵鍛造半鋼軋輥;
⑶鍛造半高速鋼軋輥;
⑷鍛造白口鑄鐵軋輥。
軋輥損壞原因軋機部件中軋輥的工作條件為復雜。軋輥在制造和使用前的準備工序中會產生殘余應力和熱應力。使用時又進一步受到了各種周期應力的作用,包括有彎曲、扭轉、剪力、接觸應力和熱應力等。這些應力沿輥身的分布是不均勻的、不斷變化的,其原因不僅有設計因素,還有軋輥在使用中磨損、溫度和輥形的不斷變化。此外,軋制條件經常會出現異常情況。軋輥在使用后冷卻不當,也會受到熱應力的損害。






重量20t以下的錠型已開始采用下注法澆注,而國際上已擴大至120t。為了保證鋼錠的內在的和表面的質量,應控制鋼的澆注溫度和澆注速度,而注溫和注速則取決于鋼錠的尺寸和澆注方法,且隨鋼水澆入錠中位置而改變。采用保溫冒口或向冒口中加入保溫劑或發熱劑能保證鋼錠的補縮。
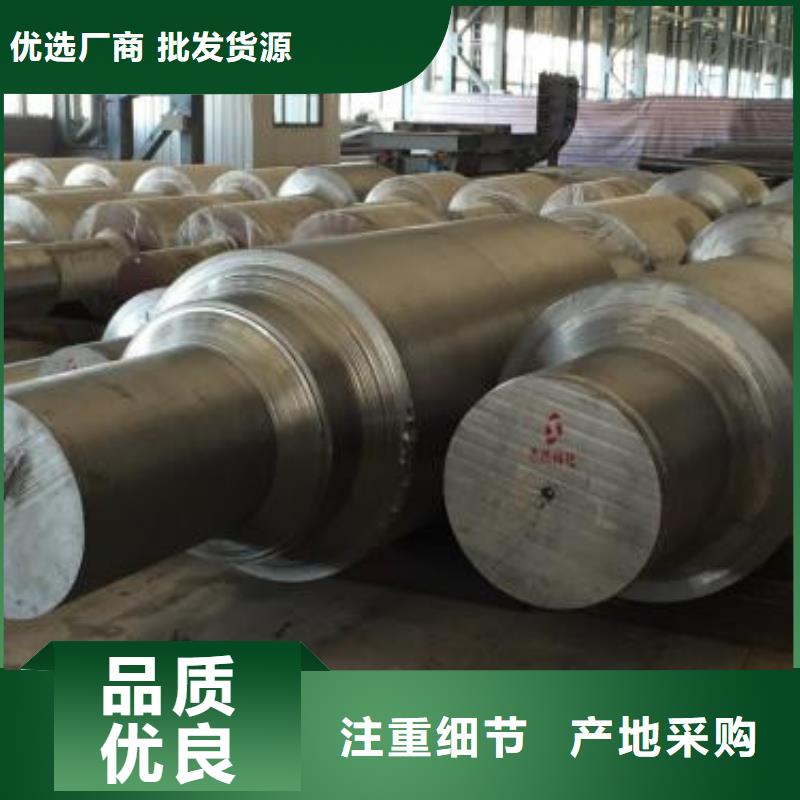
鍛造 鋼錠在模中冷卻到600℃以上脫膜直接裝入高溫爐加熱稱為熱裝。熱裝時加熱到鍛造溫度的加熱速度可不受限制。冷鋼錠的加熱制度需按專用規范進行。鋼錠的鍛造過程視鋼錠的尺寸和材質可分別在水壓機、油壓機或自由鍛錘上進行。鋼錠鍛壓成帶粗加工余量的成品毛坯。整個鍛壓過程必須保持在獲得軋輥鋼再結晶過程和晶粒細化的溫度范圍內,并保證足夠的塑性并防止產生鍛造裂紋。對各類軋輥的始鍛和終鍛溫度均有嚴格的規定。
鍛造 鋼錠在模中冷卻到600℃以上脫膜直接裝入高溫爐加熱稱為熱裝。熱裝時加熱到鍛造溫度的加熱速度可不受限制。冷鋼錠的加熱制度需按專用規范進行。鋼錠的鍛造過程視鋼錠的尺寸和材質可分別在水壓機、油壓機或自由鍛錘上進行。鋼錠鍛壓成帶粗加工余量的成品毛坯。整個鍛壓過程必須保持在獲得軋輥鋼再結晶過程和晶粒細化的溫度范圍內,并保證足夠的塑性并防止產生鍛造裂紋。對各類軋輥的始鍛和終鍛溫度均有嚴格的規定。



3、后續熱處理中,采用噴霧淬火,以確保軋輥的硬度,淬火冷卻后采取400℃以上的回火溫度,以控制組織中的參與奧氏體量和應力。同時注意由于芯部球墨鑄鐵熔點較低,高速鋼軋輥的正火溫度應控制在980-1100℃。
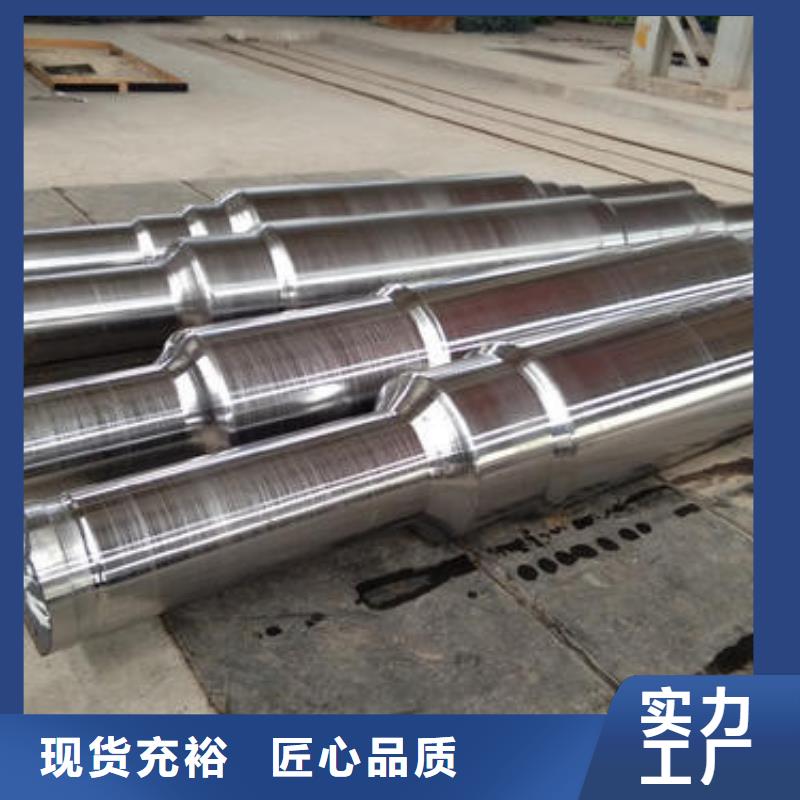
離心鑄造高速鋼軋輥工藝優點:離心鑄造高速鋼軋輥工藝能減少了換輥次數,延長了軋制時間,降低了成本,提高了軋材表面質量,增加了產品市場競爭力,突出了鑄造高速鋼復合軋輥的優勢。斷裂韌性
耐熱沖擊性
抗熱裂紋性
磨損量
摩擦系數
耐粘結率
