

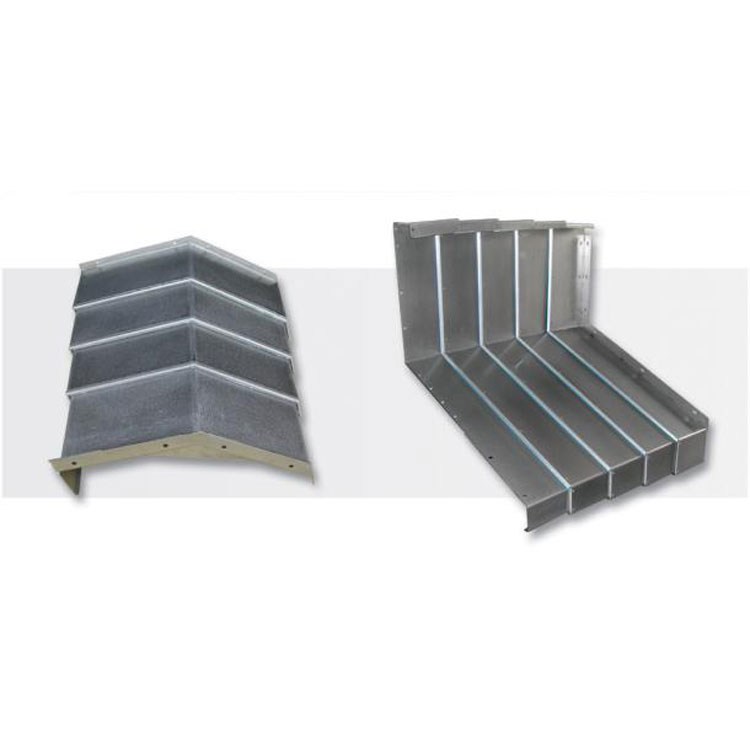
以下是:中捷TK6511機床防護罩【金恒興機床】的產品參數
產品參數 產品價格 8600元 發貨期限 賣方承擔 供貨總量 360 運費說明 3天 6680 6685 中捷TK6511機床防護罩【金恒興機床】_金恒興機床附件有限公司(自貢分公司),固定電話:13905445500,移動電話:0534-7088088,聯系人:曲恒興,QQ:237943515,山東省德州市慶云縣經濟開發區常盛工業園3號 發貨到 四川省自貢市。 四川省,自貢市 自貢市“因鹽設市”,“自、貢”兩個字是由“自流井”和“貢井”兩個鹽井名字合稱而來;是中國重要的恐龍化石產地,被稱為“恐龍之鄉”,以擁有世界三大恐龍博物館之一的自貢恐龍博物館而聞名于海內外;食鹽為百味之祖,植根于巴蜀文化,結胎于川菜系列,伴隨著鹽業經濟的繁榮與發展而形成的自貢鹽幫菜,成為有別于成渝兩地“上河幫”、“下河幫”菜系的川南“小河幫”代表,是全國首批老工業城市產業轉型升級示范區、新型工業化節能環保裝備制造示范基地,曾獲評“中國鹽幫菜之鄉”;有四川輕化工大學、四川衛生康復職業學院和自貢職業技術學院三所高校。截至2023年4月,自貢有自貢恐龍博物館、仙市古鎮等A級旅游景區18個(其中,4A級景區7個)。
我們的現場實拍視頻將帶您走進中捷TK6511機床防護罩【金恒興機床】產品的世界,產品視頻細節之美一覽無余!
以下是:中捷TK6511機床防護罩【金恒興機床】的圖文介紹
另外,該系列采用超細粉末制成的基體,兼具硬度和韌性,配合多刃的設計,可實現更高的進給速度,充分發揮了動力銑削的優勢。”后,是精加工階段。為了保證良好的表面質量平面度及垂直度,選擇了適合大切深小切寬側銑加工的長刃精銑刀,可以有效避免分層加工產生的接刀痕,實現優質的壁面光潔度。“該款特有的幾何設計,還能夠在加工薄壁的情況下,完美解決由于材料剛性不足而產生的讓刀情況。”宋永輝補充說道。“通過采用整體合金銑刀進行滿刃切削和動力銑削編程方式的工藝,結合山高優質的方案,我們成功將游星架窗口結構的加工時間從原來的分鐘縮短為分秒,效率超過%。
駐杜塞爾多夫總領館馮海陽總領事,北威州投資署署長華珮,杜塞爾多夫市經濟發展辦公室商務處處長克萊克斯,德國商會副楊宏總經理,德國商會總干事長段煒先生等近百名中德經濟界代表出席儀式并向株洲表示祝賀。株洲切削歐洲以下簡稱株洲于月日在德國杜塞爾多夫了切削演示技術服務中心落成儀式。馮海陽總領事發表致辭,盛贊該中心的建成與開放不僅僅是株洲企業發展的重要里程碑和走向的全新一步,更是中德兩國商業合作的成功典范。希望中德兩國未來能夠進一步深化商業合作,實現互利共贏。
2019深圳電線電纜及材料與設備展覽會2019深圳電線電纜及材料與設備展覽會ShenzhenInternationalWires,Cables,MaterialsEquipmentExhibition2019時間:2019年09月10日-12日地點:深圳會展中心(福華三路)關于SCME20192019深圳電線電纜及。
展會聚焦行業應用,覆蓋線纜線材加工與應用全產業鏈,為包括線纜線材工業、電子電氣、新能源產業、汽車制造、機械加工、電力電工、、建筑裝飾、五金機電等領域的采購商提供一站式采購交流平臺,程度滿足買家的采購需求。
展會每年一屆,定于9月中旬在深圳會展中心隆重舉辦,將集中展示電線電纜及各類智能化加工設備與電線電纜附件及材料等系列產品。為每一家買家及參展商搭建一個、便捷的采購貿易與技術交流大舞臺。主辦及支持機構SCME2019主辦單位:電線(WAI)線材機械(IWMA)承辦單位:支持單位:美國電氣制造商電子工業聯接電線工業會區電線電纜工業同業公會為什么選擇。
SCME20191、對接制造2025打造電線電纜產業商務展示平臺。深圳乃至珠三角地區擁有雄厚造業基礎與得天獨厚的區位優勢,是經濟實力強、商業貿易為活躍的區域之一,SCME2019打造華南電線電纜領域盛會。
2、華南地區電線電纜領域展覽,觀眾與采購商資源實現行業全覆蓋。行業知名供應商齊聚深圳,亮相頗具影響力和性的電線電纜及應用盛會。主辦方全球特邀具有高購買力的品牌采購商,盡掌握。3、推廣您在電線電纜、材料、設備及應用領域的多元化產品及創新之舉。
。
四川自貢金恒興機床附件有限公司是一家集科研、生產、銷售、工程施工于一體的現代化生產 機床防護罩的企業。 機床防護罩產品質量穩定可靠,深受廣大用戶的肯定和推崇,在 機床防護罩領域迅速崛起。
四川自貢金恒興機床附件有限公司秉承:“誠信做人,用心做事”的企業精神,堅持“忠誠為客戶服務”的經營理念,堅持“資源共享,共同發展”的合作原則,貫徹“質量、信譽與生命同等重要”的工作意識,贏得了廣大客戶及合作伙伴的認可。在 機床防護罩業內樹立了良好的市場信譽和商業口碑。
時t的波形伸展,當a<時t波形壓縮參數a的伸縮和參數b的平移如連續取值,稱為連續小波變換實際應用中對其進行二進離散,即取a=試驗是在TRIACATC立式加工中心上進行波的過切主要在曲面的搭接處或轉彎過程中容稱為二進小波變換。工件易發生,為了簡化試驗過程同時又兼顧過切的基本特征,本文進行了如所示的過切模擬試驗,采樣均為kHz過切試驗試驗條件如下銑刀直徑為mm,切削深度為mm,主軸轉速為n=r/min,進給速度為v=mm/min,過切深度為Hg=mm,工件材料為A鋼,材料為高速鋼。
因此,對原始實測信進行小波分解,變換結果列于從變換結果可以看出,過切發生時,在小尺度上高頻反映不明顯,但在第尺度上過切特征被明顯地表示出在實際中,可在該尺度上設定一個閾值,即可識別切削狀態,?。對于計算機采樣的數字信,其二進小過切示意。實測信如中S所示過切信及小波分解從可以看到時域信較為復雜,沒有明顯的過切特征,如從頻域上觀察,由于沒有時域的定位作用從而達不到實時的目的。歡迎掃描下方二。計算機應用中心周永麟擦,這會導致積屑瘤的產生表面粗糙度值高和工正好是螺紋的媒距。
采用可轉位螺紋車刀進行螺紋在數控車床和加工中心正確和合理地選用螺紋的切削工藝對于使用者來說十分重要,本文對此作了探討。螺紋的切削工藝取決于所加工零件的結構和所采用的數控機床。一般來說,使用右刀刃加工右旋螺紋和使用左刀刃加工左旋螺紋,這樣的優點是刀片的支撐,當然一般情況下,相反方式也能應用。一致,以便盡可能避免刀面一側的過分磨損和壽命的縮短。螺紋車削的進刀方式是由切削機床工件材料刀片槽形及所加工螺紋的螺距來確定的,通常有以下四種進刀方式常用的切削方式,車刀左右兩側刃同時切削,所受軸向切削分力有所抵消,部分地克服了因軸向切削分力導致車刀偏歪的現象。
d――中徑A――刃傾角通常可轉位螺紋車刀的刃傾角由刀墊來確定,標準刀為+但對于直徑為mm和mm的內螺紋,由于空間較小而無刀墊,故刃傾角大于+°時不可加工。兩側面均勻磨損,能保證紋牙形清晰,但存在排屑不暢,散熱不好,集中受力等問題。適用于切削mm以下螺距的螺紋D單側面進刀以和徑向成處角的方向進刀切削。切屑從刀刃上卷開,形成條狀屑,散熱較好。缺點是另一刃因不切削而發生摩件硬化D單側面進刀°角的方向進刀切削。
刀刃兩面切削,形成卷狀屑,排屑流暢,散熱好,螺紋表面粗糖度值較低。一般來說,這是車削不銹鋼合金鋼和碳素鋼的方法,約%的車螺紋材料皆用此法。在數控車床上螺紋加工采用此方法,一般可調用固定循環,編程簡便。左右側面交替進刀左右交替切削即每次徑向進給時,橫向向左或向右移動一定距離,使車刀只有一側參加切削。此方法一般用于通用車床和媒距在mm以上的螺紋加工,在數控車床上編程較復雜。螺紋銑削加工主要用于加工中心等數控鏜銑床類機床。
一般小直徑內螺紋矣mm可以用攻螺紋加工,但對于大直徑內螺紋的加工以及外螺紋的加工,攻螺紋和套螺紋都存在很多問題,故媒紋鐵削加工是的加工。螺紋銑削加工有別于螺紋車削加X,這是因為瞟紋數控銑削加工主要是通過機床的三軸聯動和螺旋插補加工來實現的,即在二軸作圓弧敏削加工的同時,第三軸作直線進給運動,其軸向的移動距離銑削加工,是單刃銑削加工,故?。螺紋車削的切削速度一般要比普通車削低%~%螺紋的背吃刀量及走刀選擇也顯得特別重要D值的正確與否,直接關系到媒紋是否合格,背吃刀量直接影響切削力的大小,蜾紋背吃刀量需遵循遞減原則,即后一刀背吃刀董需小于前一刀,背吃刀量值不小于。
表ISO米制紋背吃刀置值外螺紋mm螺距背吃童切削味距背吃刀量切削表ISO米制紋背吃刀置值內螺紋鎘距背吃刀童切削蜒距背吃刀切削對于數控鏜銑類機床來說,雖然銑螺紋是采用三軸聯動螺旋插補加工來實現的,有別于車削螺紋,但其切削用量的選擇仍可車媒紋的有關切削參數。二螺紋車削和銑削切削用置的選擇螺紋切削用量的選擇切削速度背吃刀量走刀是由和零件的材質確定的。胃。下面兩表提供了米制內外媒紋背吃刀量值,此表同樣適用于螺紋的銑削加工,供。
在四川省自貢市采購中捷TK6511機床防護罩【金恒興機床】請認準金恒興機床附件有限公司(自貢分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:曲恒興-13905445500,QQ:237943515,地址:山東省德州市慶云縣經濟開發區常盛工業園3號)。












