

以下是:包鋼15CrMoG高壓無縫管貨源充足的產品參數
材質 12Cr1MoVG/15CrMoG/20G/T91 型號 219*6 325*8 273*9 產地 天津 您是想要在云南省麗江市采購高質量的包鋼15CrMoG高壓無縫管貨源充足產品嗎?晟億興鋼材銷售(麗江市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的包鋼15CrMoG高壓無縫管貨源充足產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:朱法珍-【13682013632】,地址:《北辰區雙街鎮雙江道與龍興路交口西側清大園4-1-601-B區》。 云南省,麗江市 麗江市是全國同時擁有三項世界遺產的地級市,旅游資源豐富,有旅游風景點104處,有麗江古城、玉龍雪山、虎跳峽、老君山、束河古鎮等知名旅游景點。先后被評為中國旅游競爭力百強城市、中國十大休閑城市、中國旅游城市、中國十大魅力城市等榮譽稱號,先后成功創建為園林城市、衛生城市、節水型城市。
為了給您提供更的包鋼15CrMoG高壓無縫管貨源充足產品信息,我們上傳了的產品視頻。請花幾分鐘時間觀看,您會發現更多驚喜。以下是:包鋼15CrMoG高壓無縫管貨源充足的圖文介紹云南麗江晟億興鋼材銷售有限公司以先進雄厚的技術力量,不斷開發新 螺旋鋼管產品,大大有效的改善了 螺旋鋼管的生產效率。“高技術、高品質、優質的售后服務。”是公司的宗旨。它將為廣大客戶提供的 螺旋鋼管產品與服務。
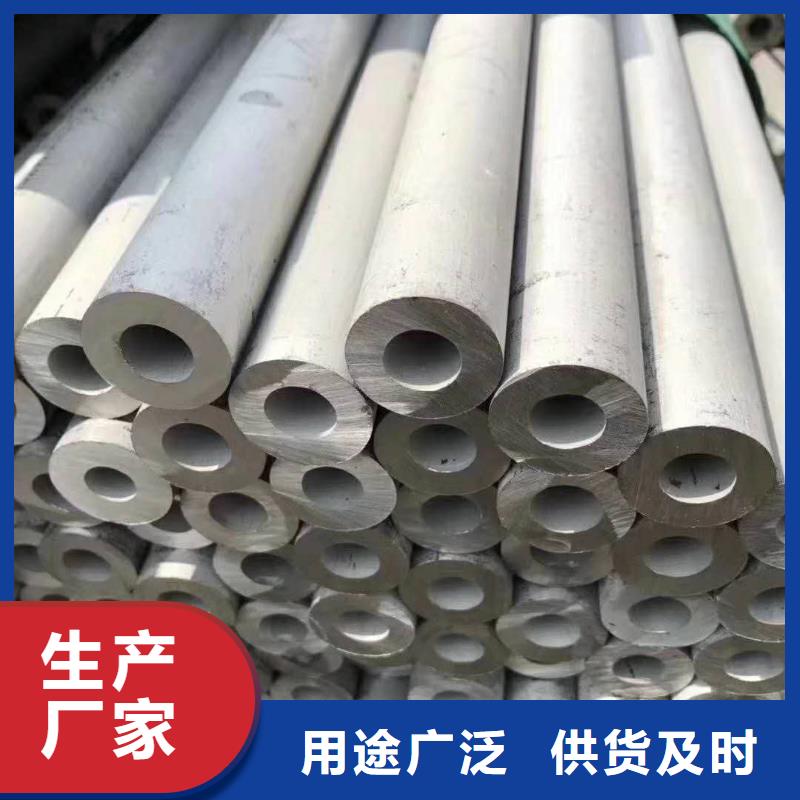
現如今無縫鋼管的應用越來越廣泛,尤其是厚壁無縫鋼管,生產廠家也在不斷的增加。人們對厚壁無縫鋼管的質量是有需求的,那么怎么區分厚壁無縫鋼管質量好壞呢?首要質量好的厚壁無縫鋼管在成分上是均勻的,在切頭上看起來是很規整,摸著很滑潤而不是有毛刺刺手的感受。而差的由于材質差,切頭端面常常會凹凸不平,而且由于偽劣材廠家產品切頭少,頭尾會出現大耳子。其次如果是偽劣厚壁無縫鋼管,那么在色彩上就會呈現出一種淡紅色的色彩,還有殘次厚壁無縫鋼管在溫度上也是達不到規范的。后偽劣的厚壁無縫鋼管的橫截面不是呈圓形,可能是呈橢圓形可能是別的形狀,這即是因為廠家節省資料,偷工減料的成果,所以這就很不契合外形尺寸的規范。還有即是結疤表象的呈現,這點在優質的厚壁無縫鋼管是不允許呈現的,但是在殘次厚壁無縫鋼管上就很容易看到這一表象。
在眾多高品質的管道材料中,無縫鋼管是為值得一提的一種,這種類型的管道材料不但具有鮮明的市場優勢,同時,能夠被應用的領域也是非常多的。這種典型的中空截面管道材料,不但能運輸各種流體,同時,還能作為運輸石油和天然氣的介質,總體上看,這類型管道材料的優勢是非常明顯的,也正是因為如此,無縫鋼管的市場占有率才會不斷加大,成為一種兼具實用性與集約性的管道材料。從更為長遠的角度來看,無縫鋼管的未來發展空間也是很好的,因為適用的方向很廣,所以,無縫鋼管的未來發展趨勢可謂是一片大好,不但在多個領域中得到了認可,同時,無縫鋼管的性價比也是很高的,真是因為多方面的優勢,才讓這種管道材料能夠擁有如此高的市場價值,獲得更好的發展機會。
超聲測厚儀,兩端不少于8點并記錄。②鋼管外徑,橢圓度檢查:卡規,游標卡尺,環規,測出大點,小點。③鋼管長度檢查:鋼卷尺,人工,自動測長。④鋼管彎曲度檢查:直尺,水平尺(1m),塞尺,細線測每米彎曲度,全長彎曲度。⑤鋼管端面坡口角度和鈍邊檢查:角尺,卡板。3.鋼管表面質量檢查:①人工肉眼檢查:照明條件,標準,經驗,標識,鋼管轉動。2.鋼管幾何尺寸及外形檢查:①鋼管壁厚檢查:千分尺②無損探傷檢查:a.超聲波探傷UT:對于各種材質均勻的材料表面及內部裂紋缺陷比較敏感。標準:GB/T5777-1996級別:C5級。.渦流探傷ET:(電磁感應)主要對點狀(孔洞形)缺陷敏感。標準:GB/T7735-2004級別:B級c.磁粉MT和漏磁探傷:磁力探傷,適用于鐵磁性材料的表面和近表面缺陷的檢測。可以應用于高溫高速,粗燥的鋼管表面探傷。e.滲透探傷:熒光,著色,檢測鋼管表面缺陷。TS)和塑性指標(A,Z)縱向,橫向試樣管段,弧型,圓形試樣(¢10,¢12.5)小口徑,薄壁大口徑,厚壁定標距。注:試樣斷后伸長率與試樣尺寸有關GB/T1760②沖擊試驗:CVN,缺口C型,V型,功J值J/cm2標準試樣10×10×55(mm)非標試樣5×10×55(mm)③硬度試驗:布氏硬度HB,洛氏硬度HRC。標準:GB/T12606-1999級別:C4級d.電磁超聲波探傷:不需要耦合介質維氏硬度HV等④液壓試驗:試驗壓力,穩壓時間。判定材料的強度(YS4.鋼管理化性能檢驗:①拉伸試驗:測應力和變形p=2Sδ/D。
40°,60°④彎曲試驗:可代替壓扁試驗(對大口徑管而言)。6.鋼管金相分析:①高倍檢驗(微觀分析):非金屬夾雜物100xGB/T10561晶粒度:級別,級差組織:M,B,S,T,P,F,A-S脫碳層:內,外A法評級:A類-硫化物B類-氧化物C類-硅酸鹽D-球狀氧化DS類。②低倍試驗(宏觀分析):肉眼,放大鏡10x以下a.酸蝕檢驗法,b.硫印檢驗法(管坯檢驗,顯示低培組織及缺陷,如疏松,偏析。5.鋼管工藝性能檢驗:①壓扁試驗:圓形試樣C形試樣(S/D>0.15)H=(1+2)S/(∝+S/D)L=40~100mm單位長度變形系數=0.07~0.08②環拉試驗:L=15mm無裂紋為合格③擴口和卷邊試驗:頂心錐度為30°皮下氣泡,翻皮,白點,夾雜物等。
先用測溫筆粗略判斷試件表面的的溫度(以筆跡顏色變化快慢進行估計),后用半導體點溫計測定,測量點至少應選擇三點,以保證試件整體均達到所要求的預熱溫度。焊接時,層采用手工鎢極氬弧焊打底,為避免仰焊處焊縫背面產生凹陷,送絲時采用內填絲法,即焊絲通過對口間隙從管內送入。其余各層采用焊條電弧焊,共焊6層,每個焊層一條焊道。方案Ⅰ和方案Ⅱ的焊接工藝參數見表3,4。采用氧-乙炔焰對試件進行加溫按方案Ⅰ焊表3方案Ⅰ的焊接工藝參數焊道名稱焊接方法焊接材料焊材規格/mm焊接電流/A電弧電壓/V預熱及層間溫度熱處理規范打底層鎢板氬弧焊ER80S-B2Lφ2.411012填充層焊條電弧焊E8018-B2φ150℃715。
層間溫度應不低于150℃,為防止中斷焊接而引起試件的降溫,施焊時應由二名焊工交替操作,焊后應立即采取保溫緩冷措施。2.4焊后熱處理采用方案Ⅰ焊接的試件,焊后應進行局部高溫回火處理。熱處理的工藝為:升溫速度為200℃/h,升到715℃保溫1小時15分鐘,降溫速度100℃/h,降到300℃后空冷。×75min蓋面層焊條電弧焊E8018-B2φ表4方案Ⅱ的焊接工藝參數焊道名稱焊接方法焊接材料焊材規格/mm焊接電流/A電弧電壓/V預熱及層間溫度熱處理規范打底層鎢板氬弧焊ER80S-B2Lφ2.411012填充層焊條電弧焊E309Mo-16φ3.290~9522~24//蓋面層焊條電弧焊E309Mo-16φ3.290~9522~24接時。
今年在云南省麗江市購買包鋼15CrMoG高壓無縫管貨源充足有了新選擇,晟億興鋼材銷售(麗江市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的包鋼15CrMoG高壓無縫管貨源充足產品。如需購買或咨詢,請隨時聯系我們,聯系人:朱法珍-【13682013632】,地址:北辰區雙街鎮雙江道與龍興路交口西側清大園4-1-601-B區。












