

以下是:四川省自貢市變徑焊接彎頭廠家的產品參數
產品參數 產品價格 12/件 發貨期限 包郵 供貨總量 99999 運費說明 1 品牌 河北博創 產地 河北 材質 碳鋼 范圍 變徑焊接彎頭供應范圍覆蓋四川省 自貢市 成都市、綿陽市、攀枝花市、瀘州市、樂山市、宜賓市、廣安市、巴中市、甘孜市、涼山市、阿壩市、資陽市、雅安市、遂寧市、內江市、南充市、德陽市、廣元市、眉山市 自流井區、貢井區、大安區、沿灘區、榮縣、富順縣等區域。 【博創】業務覆蓋多領域場景,主營成都焊接異徑管優質原料、綿陽焊接異徑管放心選購、樂山焊接異徑管適用范圍廣、廣安焊接異徑管產品細節參數、涼山焊接異徑管符合標準、南充焊接異徑管價格公道合理、大安焊接異徑管多年行業經驗、榮縣焊接異徑管助您降低采購成本等產品服務。變徑焊接彎頭廠家,博創管道裝備(自貢市分公司)hbbc32901-76專業從事變徑焊接彎頭廠家,聯系人:蔣彥博,電話:【0317-6199111】、【13303177556】,供應服務范圍覆蓋:四川省 自貢市 成都市、綿陽市、攀枝花市、瀘州市、樂山市、宜賓市、廣安市、巴中市、甘孜市、涼山市、阿壩市、資陽市、雅安市、遂寧市、內江市、南充市、德陽市、廣元市、眉山市 自流井區、貢井區、大安區、沿灘區、榮縣、富順縣,以下是變徑焊接彎頭廠家的詳細頁面。 四川省,自貢市 自貢市“因鹽設市”,“自、貢”兩個字是由“自流井”和“貢井”兩個鹽井名字合稱而來;是中國重要的恐龍化石產地,被稱為“恐龍之鄉”,以擁有世界三大恐龍博物館之一的自貢恐龍博物館而聞名于海內外;食鹽為百味之祖,植根于巴蜀文化,結胎于川菜系列,伴隨著鹽業經濟的繁榮與發展而形成的自貢鹽幫菜,成為有別于成渝兩地“上河幫”、“下河幫”菜系的川南“小河幫”代表,是全國首批老工業城市產業轉型升級示范區、新型工業化節能環保裝備制造示范基地,曾獲評“中國鹽幫菜之鄉”;有四川輕化工大學、四川衛生康復職業學院和自貢職業技術學院三所高校。截至2023年4月,自貢有自貢恐龍博物館、仙市古鎮等A級旅游景區18個(其中,4A級景區7個)。
我們的變徑焊接彎頭廠家視頻將帶您走進產品的生產線,讓您親眼見證產品的每一個制作環節和工藝細節。
以下是:四川自貢變徑焊接彎頭廠家的圖文介紹
鋁彎頭的保養工作應該怎么做?
1.應定期檢查長時間存放的鋁制肘部。應始終保持暴露的表面清潔,不得將污垢堆放或存放在露天。妥善存放在室內通風干燥的地方,始終保持鋁制彎頭干燥通風,保持門衛干凈整潔,并按照正確的儲存方法存放。
2.安裝前,必須仔細檢查鋁彎頭的各種標準,口徑是否符合使用要求,運輸過程中的缺陷,鋁彎頭的污垢,做好安裝準備,一切都準備好了。
3.安裝時,鋁彎頭可根據連接方式直接安裝在管道上,并根據使用位置安裝。在正常情況下,它可以安裝在管道的任何位置,但它易于操作。請注意,鋁制彎頭的流向應從縱向閥向上,鋁制彎頭只能水平安裝。鋁彎頭安裝時應注意密封,防止泄漏,影響管道的正常運行。
4.當使用鋁制彎頭的球閥,截止閥和閘閥時,它們只能完全打開或完全關閉。不允許調節流量以避免密封表面的腐蝕并加速磨損。閘閥和面線止回閥具有倒置的密封裝置,并且手輪被擰到上面的位置以防止介質從填料泄漏。控制口徑:鋁彎頭采用標準(DN10-DN150),3A / DF標準,標準(1 / 2-6),標準(Ф12.7-Ф152.4)生產,生產不同質量和標準的鋁彎頭。頭部,用于不同領域,顯示。
四川自貢博創管道裝備有限公司始終秉承“用戶就是上帝”和“滿足 焊接異徑管用戶的需求就是我們的追求”的經營理念;切實以“精益求精”作為我們科技創新、持續發展的潛在動力,“您選 焊接異徑管產品就是選客戶”是貴我兩司業已達成的共識,我們誠懇期待并相信能與所有客戶和同仁實現互利共贏,共創美好未來。
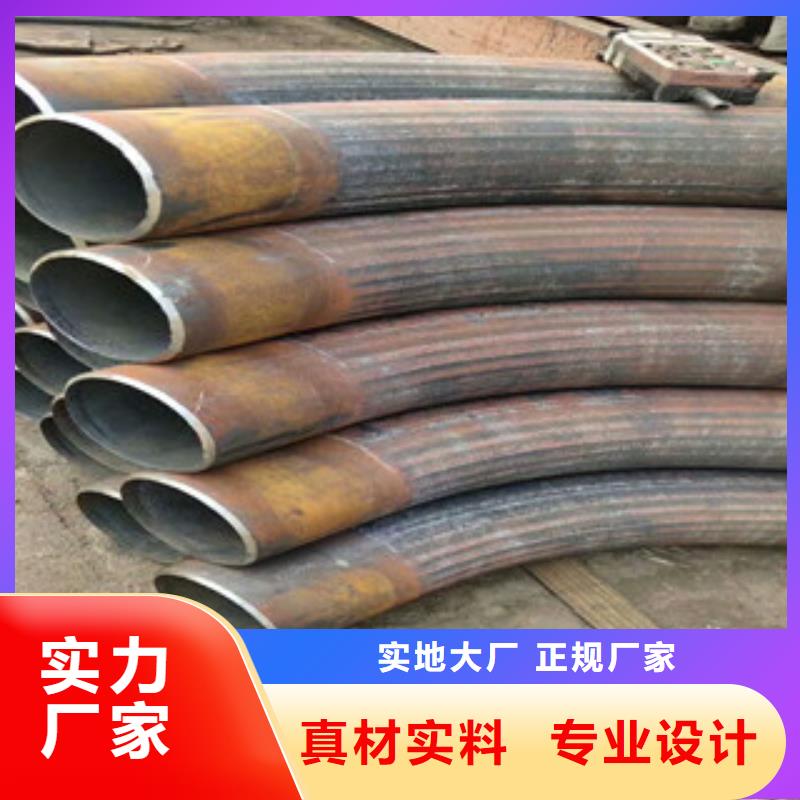
焊接彎頭隨著船舶和石化、燃氣行業的發展,這些行業的管道系統中用于輸送液體和氣體的鋼制管彎頭需求逐漸增多,彎頭的成形制造水平及生產率是管件生產企業加快管件改造步伐的主要內容,采用何種方式制造彎頭能夠多快好省存在著其方法的可行性、經濟性、效率等方面的選擇。
焊接彎頭焊后硬化性較大,容易產生裂紋,在焊接時選用不同的焊條進行焊接,保證焊接的沖壓彎頭的質量。若采用同類型的鉻沖壓彎頭焊條焊接,必須進行300℃以上的預熱和焊后700℃左右的緩冷處理。若焊件不能進行焊后熱處理,則應選用鉻鎳沖壓彎頭。
不同種類的焊條在使用中具有不同的性能和特點,在使用中按照相應的需要選用,保障焊接的沖壓彎頭的質量。為改善沖壓彎頭耐蝕性能及焊接性,在生產時適當增加適量性元素Ti、Nb、Mo等,焊接性較鉻沖壓彎頭好一些。采用同類型的鉻不銹鋼沖壓彎頭時,應進行200℃以上的預熱和焊后800℃左右的回火處理。
不銹鋼彎頭使用注意事項在使用和保養不銹鋼彎頭時需要留意的事項良多,需要使用者按照一定的方法進行使用,按照準確和公道的方法使用和保養.注意事項如下:1,長期存放的不銹鋼彎頭,應作按期檢查,常常對外露的加工表面須保持清潔,污垢,整潔地存放在室內透風干燥的地方,嚴禁堆置或露天存放。
2,不銹鋼彎頭應用手輪,請勿借助杠桿或其它工具,以免損壞閥件.手輪順時針為封閉,反之為開啟.子啊使用時要公道,保證準確的使用方法和。3,不銹鋼彎頭閥門填料壓蓋的螺栓應平均地擰緊,不應壓成歪狀態,以免碰傷阻礙閥桿運動或造成泄漏。
彎頭是改變管路方向的管件。彎頭的分類方法有很多種。按照生產工藝可分為:沖壓彎頭、鑄造彎頭、高壓彎頭等。高壓彎頭的主要應用于高壓管道轉彎處。在使用高壓彎頭時,我們需要注意以下幾點:1、焊條使用時應保持干燥,鈦鈣型應經150℃干燥1小時,低氫型應經200-250℃干燥1小時,防止焊條藥皮粘油及其它臟物,以免致使焊縫增加含碳量和影響焊件質量。
2、為防止由于加熱而產生睛間腐蝕,焊接電流不宜太大,比碳鋼焊條較少20%左右,電弧不宜過長,層間快冷,以窄焊道為宜。3、高壓彎頭焊后硬化性較大,容易產生裂紋。若采用同類型的高壓彎頭焊接,必須進行300℃以上的預熱和焊后700℃左右的緩冷處理。
若焊件不能進行焊后熱處理,則應選用高壓彎頭焊條。4、為改善耐蝕性能及焊接性而適當增加適量性元素Ti、Nb、Mo等,焊接性較高壓彎頭好一些。采用同類型的鉻不銹鋼焊條時,應進行200℃以上的預熱和焊后800℃左右的回火處理。
若焊件不能進行熱處理,則應選用鉻鎳不銹鋼焊條。5、高壓彎頭具有一定的耐蝕(氧化性酸、有機酸、氣蝕)、耐熱和耐磨性能。通常用于電站、化工、石油等設備材料。高壓彎頭焊接性較差,應注意焊接工藝、熱處理條件及選用合適電焊條。
彎頭作工藝要求控制曲率半徑。比如半徑長度為1.5D,那么曲率半徑必須在所要求的公差范圍之內。由于這些管件大多數用于焊接,為了焊接質量,端部都車成坡口,留一定的角度,帶一定的邊,這一項要求也比較嚴,邊多厚,角度為多少和偏差范圍都有規定,幾何尺寸上比管件多了很多項。
熱推彎頭成形工藝具有外形漂亮、壁厚均勻和接連作業,適于大批量出產的特色,因此成為碳鋼、合金鋼彎頭的首要成形辦法,并也應用在某些標準的不銹鋼彎頭的成形中。法蘭用途:廣泛應用于水利,電力,電站,管道配件,工業,壓力容器等。
管件內徑由定徑機鉆頭的外徑長度來確定。由于采用了耐酸和耐堿的人工合成原料,不會和礦渣發生反應,同時由于這種材料多為高溫合成原料,晶體發育好,結構完整,環境溫度不會對它造成大的影響,屬環境惰性材料,因而對環境性差。
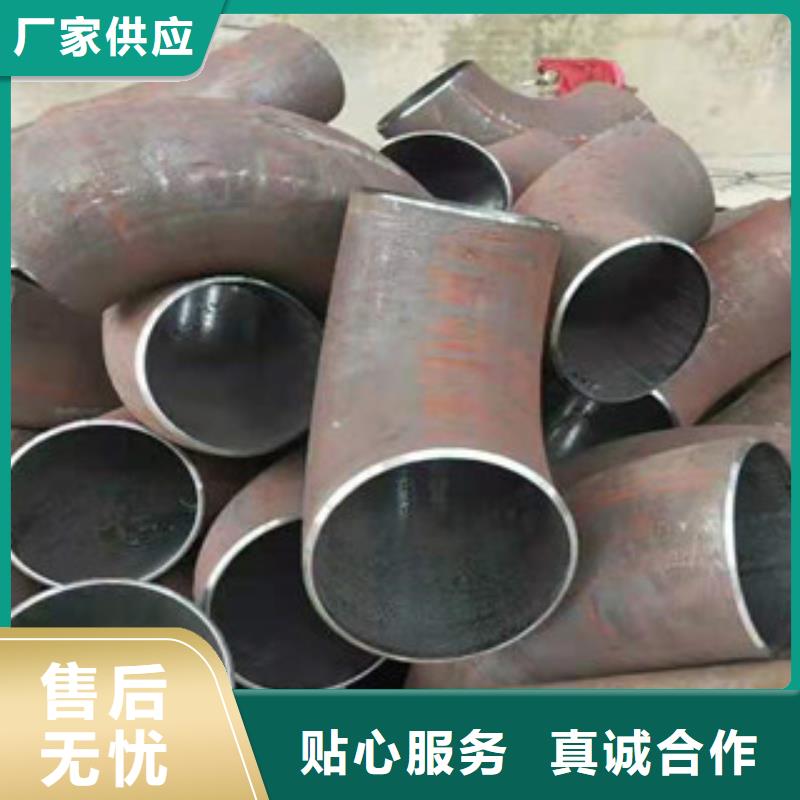
家|立異一樣平常情狀下,只管即便采取冷壓,但對屢次變徑而引起嚴酷的加工硬化的狀況、壁厚偏厚的環境或合金鋼的資料宜采納熱壓。模壓無縫異徑管(巨細頭)是運適用于管道變徑處的一種管件。一樣平常采用的成形工藝為縮徑束縛、擴徑束縛或縮徑加擴徑束縛,對某些標準的異徑管也可采納沖壓成形。
縮徑/擴徑成形異徑管的縮徑成形工藝是將與異徑管大年夜端直徑持平的管坯放入成形模中,經由過程沿管坯軸向偏向的束縛,使金屬沿模腔運動并低完工形。82模壓無縫異徑管一樣平常情狀下,只管即便采用冷壓,但對屢次變徑而引起嚴酷的加工硬化的環境、壁厚偏厚的狀況或合金鋼的資料宜采用熱壓。
關于高壓彎頭行業的中下旬行情,小我持慎重樂不雅不雅點:“嚴慎”是表示有跌風險,但跌幅不大年夜,空間狹窄,弗成能造成大年夜行情轉變,也就會引發市場過分的驚恐,“嚴慎”也預指正常的行情規律更改,在資源,需求,,情況等多重身分更替之下,高壓彎頭市場也可能會找到更好的趨勢運行。
這一征象凸顯出經濟在從依靠生財產和高速公路,機場創立等大年夜項目向破費,辦奇跡轉移的時刻面對的難題。也如出一轍是對某一種管件品種,要知道哪些參數才能確定,這種管件的特性。除鉻外,常用的合金元素然而鎳,鉬,鈦,鈮,銅,氮等,以滿意各類用場對異徑管和賦性的要求。
能夠使用油漆或耐氧化的金屬(類似異徑管研制設計時采用有需要的設產和加工工藝,保障能夠在建造和加工中展現優越的功能和本性。對焊彎頭是操作電阻熱將兩工件沿全部端面一道焊接起來的一類電阻焊體例。對焊的沖壓彎頭設產率高,易于停止自動化,故而取得普遍運用。
家|立異產品標準:3/4"X1/2"---48"X40"[DN20X15--0X1000]壁厚標準:Sch.5s--160履行標準:國標、美標(ANIS)、日標(JIS)、英標(BS)、德標(DIN)、意標(UNI)等產質地料:碳鋼,不銹鋼,合金鋼包裝樣式:免熏蒸木箱、托盤可根據客戶要求是施很是包裝。
產品德量:ISO9001:2008質地治理體系認證,ISO14001情況治理體系認證,OHSAS18001功課康健安然治理體系,壓力管道特種設備扶植準許證,、一級供給收集成員產品用場:煤油氣管道工程,天然氣管道工程,化工廠,電廠,造船廠,?。
什么是周詳鈑金加工。周詳鈑金加事情為鈑金制品成形的緊要工序。它既包孕的切開下料、沖裁加工、彎壓成形等法子及技能參數,又包括各類冷沖壓模具結構及技能參數、各類設備功課道理及操作法子,還體貼新沖壓技能及新技能。
金屬板材加工就叫鈑金加工。具體譬如應用板材創造煙囪、鐵桶、油箱油壺、透風管道、彎頭大年夜小頭、天園當地、漏斗形等,緊張工序是剪切、折彎扣邊、波折成型、焊接、鉚接等,需求一定幾許知識。鈑金件等于薄板五金件,也等于能夠顛末沖壓,波折,拉伸等伎倆來加工的控件,一個大年夜體的界說等于在加工歷程中厚度固定的組件.對應的是鍛造件,鍛壓件,機器加工控件等。
今世鈑金工藝容納:是燈絲電源繞組、激光切割、重型加工、金屬粘結、金屬拉拔、等離子切割、周詳焊接、輥軋成型、金屬板材彎曲成型、模鍛、水切割、周詳焊接等。鈑金機箱加工主要工序|標新數控鈑金加工,其加工模式,一樣平常來講主如果有以下這幾種,為:單次沖壓:便是單次完結圓弧、格柵孔等少數沖壓加工。
繼續沖裁:分同偏向和多偏向這兩種,前者主如果拔取模具重疊這一樣式實施,繼而者則是小模具的大年夜孔加工。陣列成形:便是在大年夜板上推行多個工件的加工,其工件類型可所以雷同的,也可所以不合的。數控鈑金加工,其主要的特點有:(1)應用起來大略方便,關于少量形狀對照繁雜的工件,或者是厚度對照薄的工件,其是可以自動實現加工的。
鈑金加工是鈑金人員必要掌握的樞紐,數控鈑金加工,也是鈑金制品成形的重要工序,容納的切割下料、沖裁加工、彎壓成形等措施及工藝參數,又體貼各類冷沖壓模具布局及工藝參數、液壓超載捍衛器屏幕顯示和自動從新設置。
周詳鈑金加工在前期要懂得客戶的需求,當接到商品的訂單信息和商品需求,要在腦海里形成清晰的思路,尤其是要充分懂得客戶所需的商品外不雅,然后再顛末圖紙繪畫將需求制造的鈑金件直不雅的在圖像上,而且詳細標。
包裝出貨。鈑金件平日具有批量小,種類多,新商品易流轉的特征,而且能夠依據客戶不合需求來進行制造,平日都不具有很固定的出產形式。周詳鈑金加工折彎時要半數彎的偏向和折彎的尺度進行確認,假如呈現了多料或者缺料的時刻要及時進行調劑,等都確認停止今后就能夠進行大年夜批量的出產,然后出產的時刻調換模具和做工的時刻要做從新考驗。
通過有限元分析,研究了在內壓下多局部減薄之間的相互干涉效應,研究表明多局部減薄的相互影響不僅與間距有關,還與減薄深度有關。指出減薄深度較淺時,軸向局部減薄間距大于2倍壁厚,雙局部減薄的極限載荷與單個局部減薄的極限載荷基本相同;當減薄深度較深,軸向局部減薄間距大于4倍壁厚時,雙局部減薄的極限載荷與單個局部減薄的極限載荷基本相同,補充了現有研究的不足。
通過有限元計算,研究了相連直管對彎頭極限彎矩的加強作用,指出與彎頭相連的直管會使彎頭的極限彎矩增大,彎曲半徑不同時,彎頭極限載荷增加量不同。當相連直管長度大于3倍管徑時,直管對彎頭的強化作用不再增加。該項研究補充了直管對彎頭加強作用研究的不足。
變徑焊接彎頭廠家_博創管道裝備(自貢市分公司),固定電話:【13303177556】,移動電話:【0317-6199111】,聯系人:蔣彥博,五里窯工業區。










