


以下是:無縫鋼管2一手報價的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 20#.45#.Q345B,16mn,40cr,42crmo,27simn,12cr1mov,15crmo,20G等 產地 山東 規格 齊全 類型 無縫鋼管 顏色 黑色表面有氧化秀 品牌 福仕達 型號 圓形 長度 6-12m 可切割定尺 可定制 是 無縫鋼管2一手報價_福仕達金屬材料有限公司(巴中分公司),固定電話:15864906227,移動電話:15864906227,聯系人:李萬路,QQ:762474178,開發區匯通物流園內 發貨到 四川省巴中市。 四川省,巴中市 民國二年(1913年),改巴州為巴中縣。巴中市文化底蘊豐厚,有南龕石窟摩崖造像、米倉古道、“巴中背二哥”“翻山鉸子”等非物質文化;有宋代杰出天文學家、渾天儀發明創造者張思訓,中國共產黨早期之一劉伯堅,世界平民教育家晏陽初,吳偉仁、韓杰才、魏于全、成會明等“四大院士”;擁有紅軍烈士陵園、紅軍石刻標語群等革命遺跡,被稱為“中國革命的露天博物館”,擁有光霧山、米倉山、恩陽古鎮等旅游景區。巴中市是全國第二大蘇區,紅色遺址遺跡數量眾多,主要分布于巴州區和通江縣境內。巴中市曾入圍2018~2020年創建周期全國文明城市提名城市,獲全國社會治理創新示范市。
我們精心制作的無縫鋼管2一手報價產品視頻已經準備就緒,【解鎖新品!】無縫鋼管2一手報價產品視頻,帶你穿越新品體驗之旅!
以下是:無縫鋼管2一手報價的圖文介紹四川巴中福仕達金屬材料有限公司有著多年 無縫鋼管發展歷史,是一家從事 無縫鋼管專業設計、制造、批量生產的綜合性企業。與國內多家科研院所建立密切合作關系,不斷研發被用戶看好的 無縫鋼管產品,深受廣大客戶好評。我公司具有完善的現代化管理模式, 無縫鋼管產品結構合理,性能可靠,確保向客戶提供高質量的產品和周到的售后服務。
無縫管(GB標準)鋼管壁厚等級(Sch)表示方法(method)鋼管的壁厚等級系列的表示方法(method)在不同標準中所表示的方法(method)各不相同。20G高壓鍋爐管采用的鍋爐受壓元件用鋼,一般在39公斤以下的鍋爐應用,為了在較高壓力下使用,往往都把受熱面管設計的很厚。為了減少熱阻和節省鋼材,保證較高或高壓鍋爐用鋼的性,同時也為了降低用鋼量,普遍采用的是16MnG。同時也有添加稀土、鎂等金屬和非金屬材料的特殊鋼材。這樣會提高鍋爐用鋼的性能,減少鋼材的耗量,同時也降低了熱阻。20G高壓鍋爐管對制造鋼管所用的鋼種有嚴格的要求。20G高壓鍋爐管使用時經常處于高溫和高壓條件,管子在高溫煙氣和水蒸氣的作用下,會發生氧化和腐蝕。要求鋼管具有高的持久強度,高的抗氧化腐蝕性能,并有良好的組織穩定性。高壓鍋爐管主要用來制造高壓和超高壓鍋爐的過熱器管、再熱器管、導氣管、主蒸汽管等。GB5310廣泛應用于石油、化工設備管道和各種用途的不銹鋼結構零件,除應保證化學成分和機械性能,凡用作承受流體壓力的鋼管要保證水壓試驗合格。各種專用鋼管要按規定保證條件。
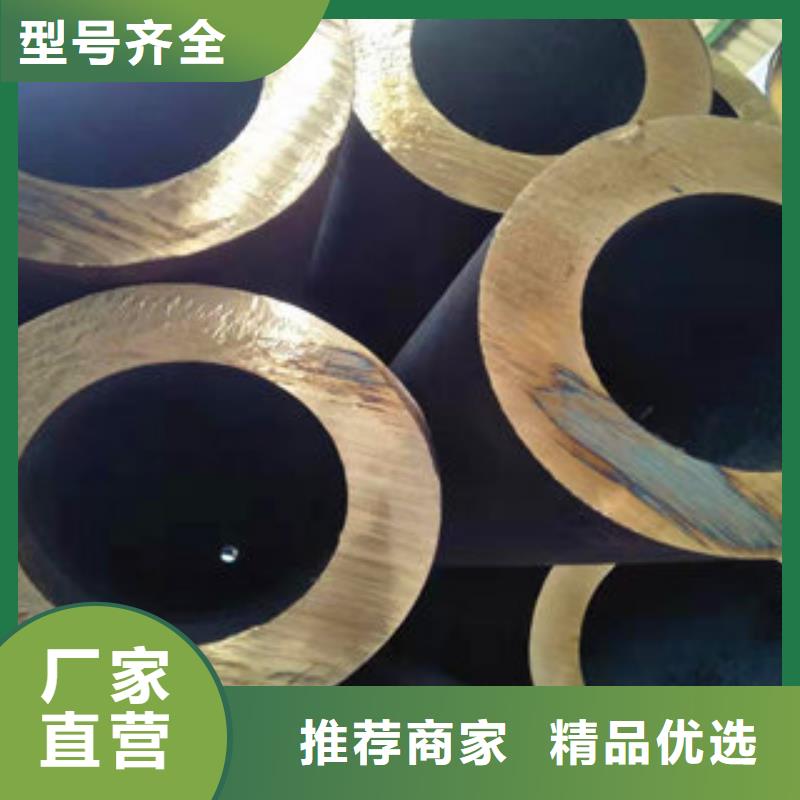
熱軋和熱擴是無縫鋼管常見的兩種工藝,那么在我們生活中應該如何區別熱軋和熱擴呢?下面詳細為大家介紹:總體的來說,熱擴鋼管與熱軋鋼管都對制造鋼管所用的鋼種有嚴格的要求,熱擴鋼管只是一種鋼管的制造工藝,是把小口徑鋼管加工成大口徑鋼管。熱擴鋼管:首先在鋼管的外觀上,熱擴的是紅色的,內徑里邊是又鉛粉的。要進行熱擴的鋼管對鋼種的質量要求很嚴格,通常要用收縮性能很強的鋼管,用斜軋法或拉拔法擴大管材直徑的一種荒管精軋工序。這樣在較短的時間內使鋼管增粗,用來生產非標、特殊型號的熱軋管,這種熱擴鋼管成本低,生產效率高。但是這種熱擴鋼管在機械性能上比熱軋鋼管稍微差些。熱擴鋼管因為其合理的工藝,較低的能源消耗,良好的品質越來越受到大家的認可,熱軋鋼管由于生產大口徑時成本過高,基本都是采購用來重要部位,所以美標無縫管熱軋與熱擴,取決于使用部位及價格綜合考慮。
無縫鋼管不均首要體現為螺旋狀壁不均、直線狀壁厚不均及頭尾部壁厚偏厚、偏薄等現象.螺旋狀厚壁無縫鋼管不均的成因是穿孔機軋制中心線不正、兩軋輥的傾角不等或頂頭前壓下量太小等調整原因形成的壁厚不均,一般沿鋼管的全長呈螺旋狀散布.首要辦法是調整穿孔機軋制中心線,使兩軋輥的傾角持平,按軋制表給定參數調整軋管機.直線狀壁厚不均的原因是芯棒預穿鞍座高度調整不合適,芯棒預穿時觸摸到某一面的毛管,致使毛管在觸摸面上溫降過快,形成壁厚不均甚至拉凹缺點.連軋軋輥空隙過小或過大. 軋管機中心線誤差.單、雙機架壓下量不均,會形成鋼管單機架方向超薄(超厚)、雙機架方向超厚(超薄)的直線型對稱誤差.首要辦法是調整好芯棒預穿鞍座的高度、保證芯棒與毛管對中.替換孔型及軋制標準時應丈量軋輥空隙,使實際軋輥空隙與軋制表保持一致.用光學對中裝置調整軋制中心線,年度大修時有必要校對軋管機中心線.頭、尾部壁厚不均的原因是管坯前端切斜度、彎曲度過大、管坯定心孔不正易形成鋼管頭部壁厚不均.穿孔時延伸系數太大、軋輥轉速太高、軋制不穩定.穿孔機拋鋼不穩定易形成毛管尾部壁厚不均.辦法是查看管坯質量,防止管坯前端切斜度、壓下量大,替換孔型或檢修均應校對定心孔.選用較低的穿孔速度,以保證軋制的穩定性和毛管壁厚的均勻度.當軋輥轉速調整后,匹配的導盤也做相應調整.
選購無縫鋼管2一手報價來四川省巴中市找福仕達金屬材料有限公司(巴中分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李萬路-15864906227,{QQ:762474178},地址:[開發區匯通物流園內]。











