


更新時間:2025-06-17 15:53:14 ip歸屬地:南寧,天氣:中雨轉(zhuǎn)陣雨,溫度:25-32 瀏覽次數(shù):1 公司名稱:聊城 新物通物資(南寧市分公司)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產(chǎn)地 | 山東 |
| 品牌 | 正強 |
| 材料 | 圓鋼 |
| 范圍 | 【軋輥鋼310S不銹鋼管】生產(chǎn)基地位于【聊城】,供應(yīng)范圍覆蓋廣西省 桂林市、南寧市、柳州市、梧州市、北海市、欽州市、貴港市、玉林市、百色市、賀州市、河池市、來賓市、崇左市、防城港市 青秀區(qū)、江南區(qū)、西鄉(xiāng)塘區(qū)、良慶區(qū)、邕寧區(qū)、武鳴區(qū)、隆安縣、馬山縣、上林縣、賓陽縣、橫縣等區(qū)域。 |


新物通物資(南寧市分公司)是一家致力于 模具鋼廠家、304不銹鋼管、630不銹鋼管、2507不銹鋼管的研發(fā)、生產(chǎn)、銷售于一體的綜合性多元化公司。在生產(chǎn)和銷售中以質(zhì)量保證為前提,以客戶滿意為基礎(chǔ)。贏得了廣大客戶的一致好評與認(rèn)可。


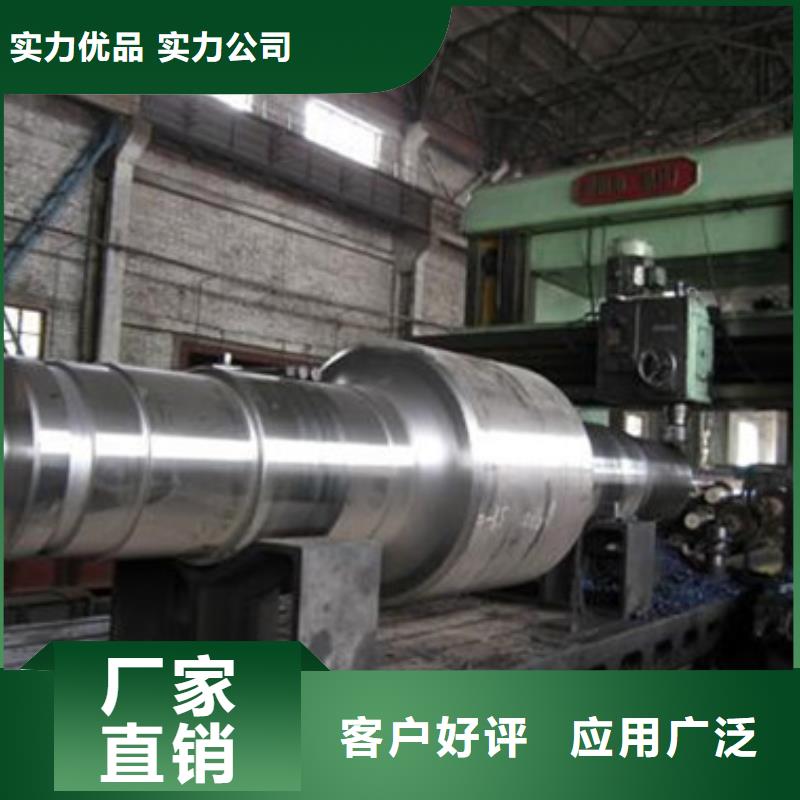
高速鋼軋輥制造技術(shù),制造高速鋼軋輥主要有鍛造、鑄造、噴射成形、熱等靜壓等技術(shù)。鍛造高速鋼軋輥的推廣使用進(jìn)展緩慢;目前工業(yè)生產(chǎn)中較常見的鑄造高速鋼軋輥制造方法有離心鑄造法、連續(xù)澆注外層成形法、電渣重熔法和液態(tài)金屬電渣熔接法。
2.1鑄造高速鋼軋輥
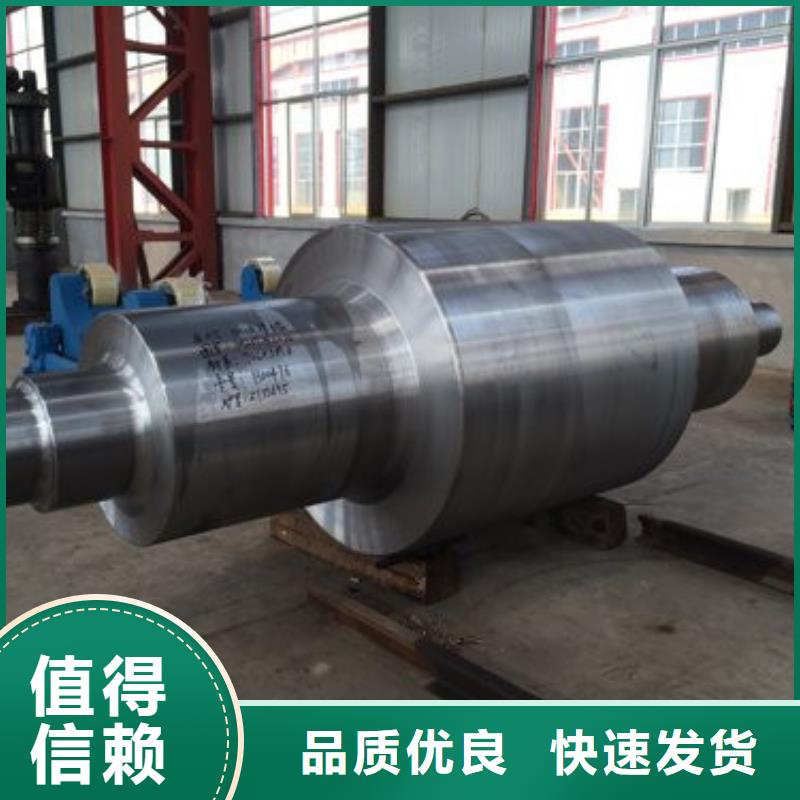
鑄造高速鋼軋輥制造技術(shù)的改進(jìn)主要圍繞提高鋼的純凈度和均勻性,提高軋輥強度和軋輥外層與輥芯的冶金結(jié)合。不同的軋機,同一軋機的不同機架,對軋輥性能的要求不同,可以根據(jù)所需的軋輥性能、軋輥規(guī)格和生產(chǎn)成本選擇合適的制造方法。
1)離心鑄造法。離心鑄造軋輥的主要特點是將液態(tài)外層材料和芯部材料以一定的時間間隔澆入鑄型內(nèi)。離心旋轉(zhuǎn)時間、輥芯金屬液澆注間隔時間、澆注溫度及防止外層元素偏析和內(nèi)外層材料界面氧化是此方法制造軋輥成敗的關(guān)鍵。



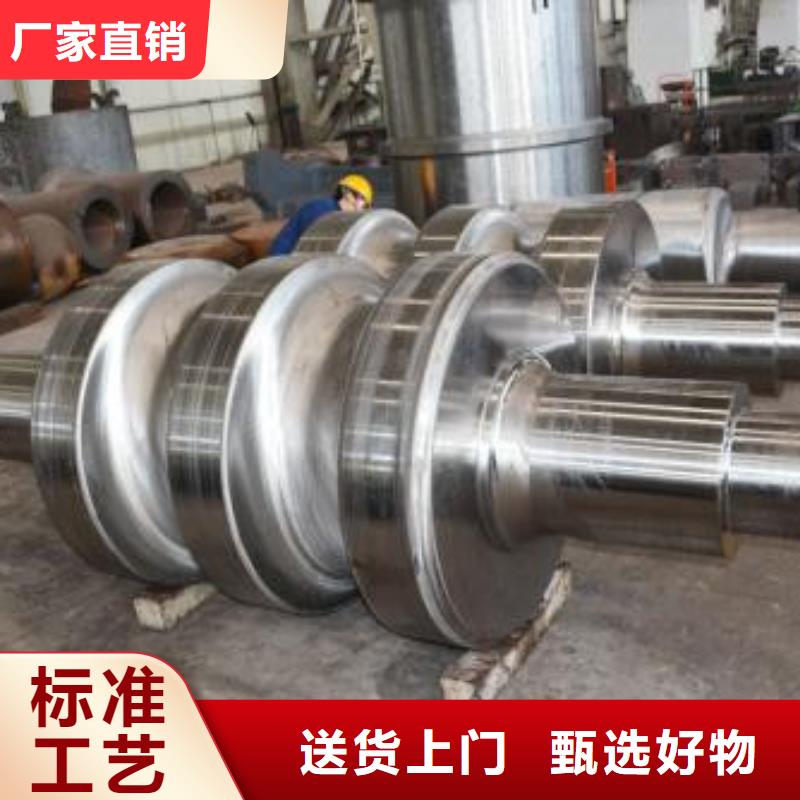
4)液態(tài)金屬電渣熔接法(ESSLM)。1996年,烏克蘭ELMET軋輥公司開發(fā)了液態(tài)金屬電渣熔接法制造高速鋼復(fù)合軋輥新工藝,它是在CPC法的基礎(chǔ)上加上電渣凈化的一種新的軋輥制造方法。用ESSLM法制造軋輥時,其外層是在特殊設(shè)計的導(dǎo)電水冷銅結(jié)晶器中凝固形成的,結(jié)晶器不僅使?jié)踩氲耐鈱愉撍蹋瑫r也作為電渣過程中非自耗電極。復(fù)合過程開始時,先將作為高速鋼軋輥芯部的芯軸插入結(jié)晶器中,并與其同軸。軸的外表面和結(jié)晶器的內(nèi)
表面的間隙決定軋輥外層厚度。然后將在另外的熔化裝置中熔化的渣液澆入結(jié)晶器和芯軸的間隙中,渣液形成渣池,它的熱量將芯軸表面預(yù)熱。然后再澆入外層高速鋼水,可連續(xù)澆入,也可按預(yù)先設(shè)定的程序澆入。鋼水將熔渣上浮,同時在通過渣池時被渣精煉。



3)使用中易形成氧化膜。軋制過程中如在軋輥表面形成連續(xù)、致密、均勻、粘結(jié)性好的氧化膜,不但可降低軋輥與軋材間的摩擦系數(shù),而且可提高軋材尺寸精度和表面質(zhì)量。普通軋輥使用初期由于無氧化膜保護(hù),磨損較大。高速鋼軋輥使用中氧化膜能很快形成,氧化膜的出現(xiàn),可降低帶鋼與軋輥表面的摩擦,防止軋輥粘鋼,提高軋輥壽命。同普通軋輥相比,高速鋼軋輥的初期磨損較低,這對于提高高速鋼軋輥耐磨性是十分有利的。
4)淬透性好。高速鋼軋輥具有良好的淬透性,在室溫下,工作層50mm范圍內(nèi),從輥表面到芯部的硬度降小于3HS,可以確保軋輥從外到內(nèi)都具有良好的耐磨性。
5)優(yōu)良的強韌性。高速鋼軋輥與一般的無限冷硬鑄鐵、高鉻鑄鐵和半鋼軋輥相比較,其基本機械性能抗拉強度和斷裂韌性值均優(yōu)于高鉻鑄鐵軋輥和無限冷硬鑄鐵軋輥,與半鋼軋輥接近。


