




為了讓您更地了解我們的聲測管-信譽可靠,我們精心制作了產品視頻。請花1分鐘時間觀看,您會發現更多細節和優勢。
以下是:聲測管-信譽可靠的圖文介紹


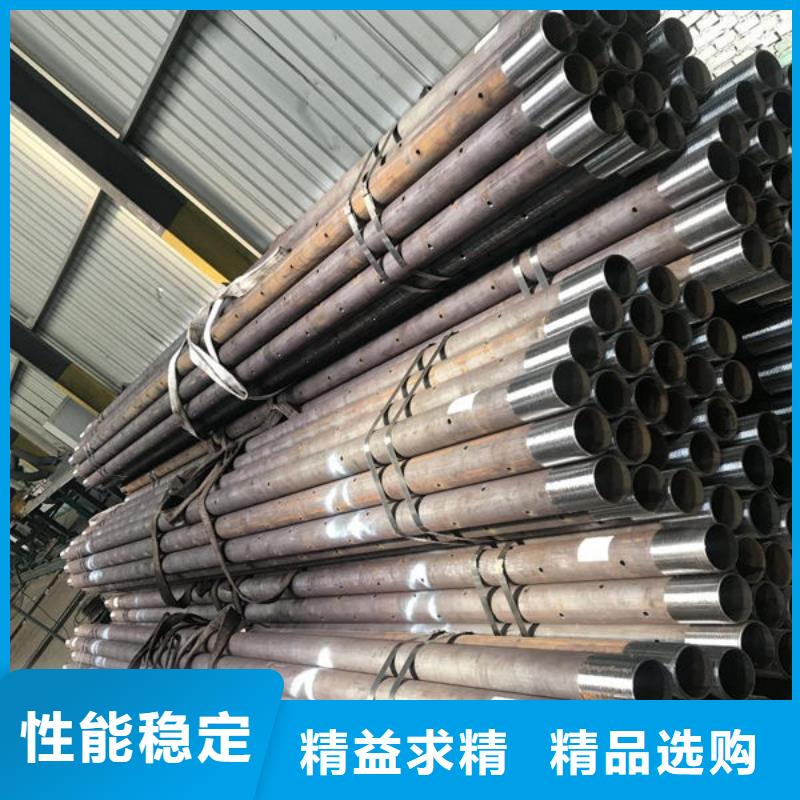
焊管工藝流程 原材料開卷—平整—端部剪切及焊接—活套—成形—焊接—內外焊珠去除—預校正—感應熱處理—定徑及校直—渦流檢測—切斷—水壓檢查—酸洗—終檢查(嚴格把關)—包裝—出貨。 產品特點 直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。




寶益德鋼管(畢節市分公司)是集(貴州畢節) 本地 聲測管生產、銷售、設計、制作、安裝為一體的廠家,并具有一整套完善的運營模式。長年專業從事生產、銷售各種(貴州畢節) 本地 聲測管等。歡迎來電咨詢。


按照漿液的滲透方式可分為充填注漿法、滲透注漿法、擠密注漿法和劈裂注漿法。(3)注漿管注漿為壓力注漿,漿液通過增加注漿壓力沖破注漿管的密封膠帶后滲入周圍土體,為保證注漿質,注漿管埋設完成后注漿前應對孔口進行封孔處理,防止上部漿液外滲,達不到預計的處理效果,封口結構尺寸為0.5x0.5x〇.5m,封口材料采用水泥砂漿,封口時要先預埋一根排氣管,用于確定注楽是否完成。(4)**次注漿注漿采用純水泥漿,水灰比0.1~0.1,漿液密度之1.55kg/L。黏度為45Pa.s注漿管深入至管底,**次注漿是漿液通過注漿管從孔底自下而上反向壓架,通過注漿壓力將注漿管密封膠帶沖破,漿液通過注漿管的螺旋注漿孔滲入周。






注漿管安裝關鍵施工工藝流程:臺模加工、安裝一注漿管加工一彈簧鋼筋骨架、網片綁扎一注漿管及安裝預埋預留一側模安裝一工序驗收一混凝土澆筑一混凝土養萬方數據厚為確保臺模的整度,鋼板接縫焊縫應均勻。 1.每塊臺模就位時將蒸汽探頭等敷設在臺摸底部,安裝就位后調整靠模。根據實際需求安裝1200m兩側成型好的鋼筋應進行升類擺放井做好標識。 2.注漿連接鋼筋a徑小于等于16時,連接鋼筋a徑大于16。 3.根據構件,將彈簧骨架注漿管切割下料。切割面必頒平繁、無毛刺。其平段長度必須≥連接鋼筋措接、注漿管彎曲過程中不褂小現注漿管內徑壓輔、裂隙等現象注紫m與fl裝忤成45-56.





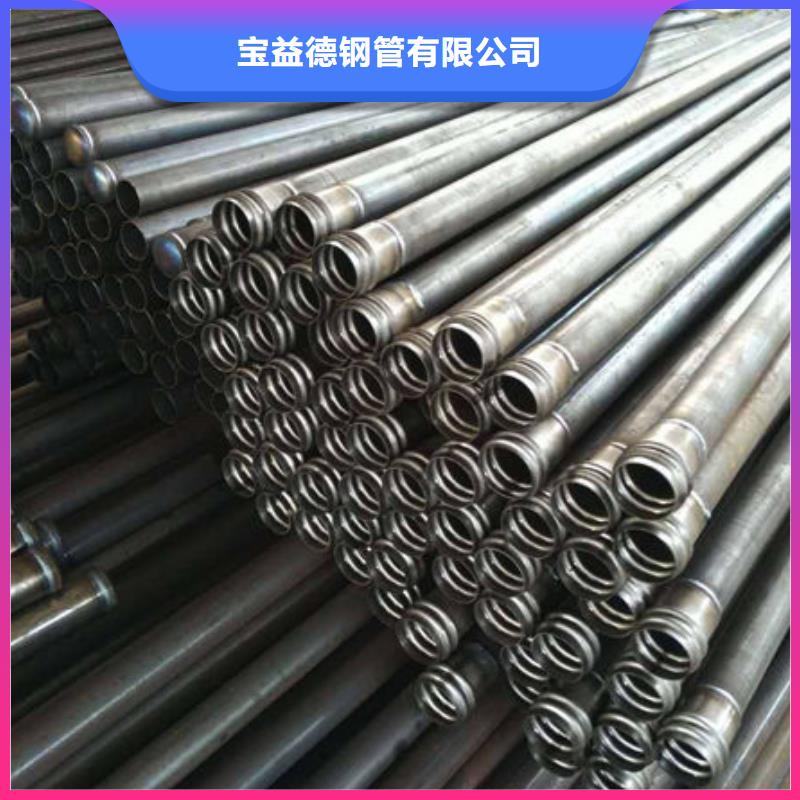
基于以上情況,我們通過相應的理論計算和大量的工程實踐,高強雙密封液壓聲測管。 高強雙密封液壓聲測管在承口端端部設計了兩個凸槽,凸槽內配有密封圈,安裝時將聲測管的插口端插入承口端10cm,然后用專用液壓鉗同時對兩個凸槽進行擠壓,被擠壓部位的管材受力后收縮變形,兩個凸槽之間的外層管材深陷入內層管材,從而有效實現了聲測管的可靠連接;同時橡膠材質的密封圈在受擠壓后變形貼服在兩層管材之間,起到了極為良好的雙保險密封作用。 高強雙密封液壓聲測管的優點主要是充分考慮到聲測管在使用中所涉及的各種要素,從各方面達到國內乃至的性能。
