
以下是:遼寧省大連市閘門實體大廠的簡單介紹的產品參數
產品參數 產品價格 4000元/臺 發貨期限 3天內發貨 供貨總量 500 運費說明 按距離 小起訂 1 是否廠家 是 加工定制 是 處理污水量 7000m3/h 空氣量 2m3/min 流量計規格 3m3/h 進水管口徑 900mm 曝氣機功率 1kw 臭氧用量 3g/h 水泵功率 11kw 外形尺寸 9cm 出水管口徑 400mm 范圍 閘門實體大廠供應范圍覆蓋遼寧省 大連市 沈陽市、鞍山市、撫順市、本溪市、丹東市、錦州市、營口市、阜新市、遼陽市、盤錦市、鐵嶺市、朝陽市、葫蘆島市 西崗區、沙河口區、甘井子區、旅順口區、金州區、長海縣、瓦房店市、晉蘭店區、莊河區等區域。 閘門實體大廠的簡單介紹,坤禹水利機械(大連市分公司)hksl31460-76為您提供閘門實體大廠的簡單介紹的資訊,聯系人:張先生,發貨地:。 遼寧省,大連市 大連市,別稱濱城、浪漫之都,遼寧省轄地級市、副省級市、計劃單列市、特大城市,市境位于中國東北地區南端,三面環海,東瀕黃海,西臨渤海,南與山東半島隔海相望,北依東北平原,地處北半球暖溫帶地區,屬于具有海洋性特點的溫帶季風氣候;截至2023年,全市下轄7個區、1個縣,代管2個縣級市,總面積12574平方千米;截至2022年末,全市戶籍人口608.7萬人。
為了給您提供更的閘門實體大廠的簡單介紹產品信息,我們上傳了的產品視頻。請花幾分鐘時間觀看,您會發現更多驚喜。以下是:遼寧大連閘門實體大廠的簡單介紹的圖文介紹遼寧大連坤禹水利機械有限公司具有雄厚的技術力量和產品開發能力、先進的生產設備、成熟的生產工藝以及完善的質量保證體系。公司主營產品 螺桿式啟閉機。我們將本著“合理的方案、優質的產品、實惠的價格、完善的售前售后服務”的經營方針,不斷為新老客戶提供、完善的服務。
可靠性分析
橡膠壩一般須建一座供氣站或水泵房,管路多且復雜,而鋼壩僅僅配套二臺驅動裝置,該種型式驅動裝置是一種新型驅動型式,它結構簡單,操作方便,無須油管、泵站等附屬設施,另該種驅動裝置配備了手動裝置,若由于停電或其他故障可以手動操作,操作力只需5kg。這樣可以有效的保證塌壩時能塌壩,立壩時能立壩,性極高。
(五)、冬季冰凍問題 橡膠壩根據《設計規范》和實際使用情況,冬季一旦結冰就必須做好刨冰工作,否則將對橡膠壩的使用造成致命的損壞,而刨冰工作完全依靠人工完成,既耗時又耗力,且給管理帶來極大的不便。到春天解凍時,冰凌不能在橡膠壩上溢流,結實而鋒利的冰塊很可能把橡膠壩劃破。
到了冬季,將鋼壩傾斜一定角度,此時若結冰,冰層可以沿著斜角向上延伸,從而有效的釋放水結冰的膨脹力,這樣鋼壩不會受到任何破壞,另由于鋼材本身的堅硬特性,每年春天的凌汛可以在壩頂泄洪,鋼壩可以輕松的度過冬季。
高配置QPM滾輪式鋼閘門價格,專注水利,引領環保宏康水利機械廠在競爭日益艱難的機械五金行業中力爭上游,營業至今已為廣大水閘廠等等相關客戶提供了卷揚啟閉機等優質產品。QPM滾輪式鋼閘門我們還要注意堅持枯燥,蕞終涂料要有必然的稀釋劑來使其到達適合的稠度,利于施工操作,但是需要注意的是防銹涂料稀釋劑摻加量不宜過多。此外噴鋅也是維護鋼鐵構造的一種有用辦法,但是此種方法造價高,需要專門設備來進行施工。高配置QPM滾輪式鋼閘門閘門啟閉機液壓傳動的缺點,與工業技術水平有關,在我國目前條件下液壓元件的密封性能有待進步提高,容易產生泄漏;由于鑄鐵閘門的開度較大,液壓缸活塞行程較大,缸體和活塞桿都需要專用設備加工,一般工廠加工有難度,成本高,對于行程大的更是如此。啟閉機液壓傳動的缺點,與工業技術水平有關,在我國目前條件下液壓元件的密封性能有待進步提高,容易產生泄漏;由于鑄鐵閘門的開度較大,液壓缸活塞行程較大,缸體和活塞桿都需要專用設備加工,一般工廠加工有難度,成本高,對于行程大的更是如此。隨著我國工業水平的提高,這些缺點正在逐漸克服,液壓啟閉機的使用日益普及。目前中小型液壓啟閉機已實行產品系列化,有專業啟閉機生產廠家。
【學員問題】圍涂工程節制閘項目施工砼振搗要點?
【解答】①根據構件的具體情況,振搗前應詳細交待操作要點,組織專人分段負責;
②混凝土入倉后稍作平整即可進行振搗,每層砼未振實前,不得加添新砼;
③邊角部位應加強人工插搗和機械振搗;
④用Φ50振搗器振搗時,其間距一般為30cm,振至砼表面泛漿不再繼續下沉,表面不再有汽泡和水分析出為止;
⑤插入式振搗器拔出時,不可太快、太猛,以免留下孔跡和空洞;@
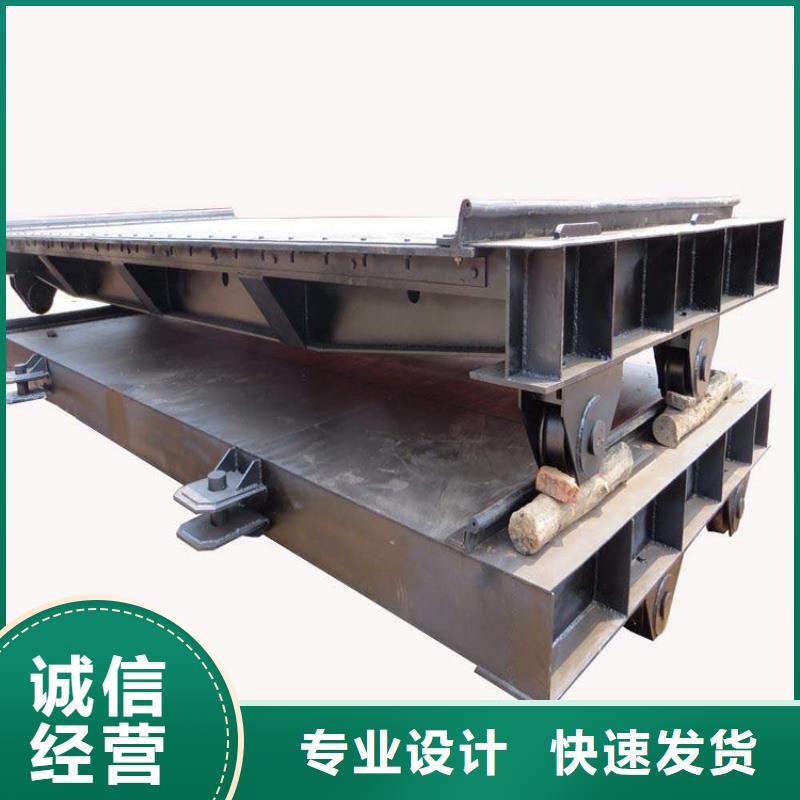
鋼閘門制造工序 1、閘門制作 閘門制造及組裝方案根據工程技術文件及圖紙所示 ① 施工前,按施工詳圖和技術規范要求,編制好制造工序流程 ②閘門制造工序流程如圖 放樣 → 劃料 → 面板拼接 → 頂底梁位置固定 → 一邊梁固定 → 主梁下翼板腹板固定 → 另一邊梁固定 → 主梁上翼板固定 → B—B剖面縱梁
點焊 → C—C剖面縱梁
點焊 → 次橫梁固定 → 吊座焊接 → 加強
點焊 → 背格對稱焊接 → 閘門分塊翻身 → 面板及背格焊接 2、閘門制作工序流程 ⑴、原材料 ①、按施工圖紙所標注的材料型號、規格尺寸組織原材料,其機械性能和化學成分及其它技術性能,保證符合現行有關 標準和部頒標準,并附有出廠材料質量證明文件和合格證,我公司質檢科按圖紙要求對各種材料進行復查,報
監理工程師驗收后方可施工。 ②、對各種板材及型鋼復檢合格,進行平直矯正預處理后,堆放整齊依順序及工藝流程領料放樣和下料。 ⑵、門葉放樣下料、矯正 ①、按圖紙結構制作工藝及工序流程,進行放樣,放足一、二類焊縫部件周邊刨坡口余量及整體焊接矯正收縮余量,做樣板,然后轉下道工序劃線下料。放樣中注意為分塊運輸而在閘門寬度方向布設的兩條縱縫的位置,縱縫所經的面板、主梁、次梁等應錯開,且錯開均不小于20CM。 ②、橫梁翼板、縱梁翼板工字鋼梁、邊梁翼板下料后,矯正平直放翼板與腹板拼裝中心線。 ③、橫梁腹板、邊梁腹板、縱梁腹板、吊點板下料后,矯正平直,轉下道工序。 ④、小橫梁型鋼加強筋板等部件下料矯正平直,(按施工圖需要加工的部件進行外金加工)。 ⑤、面板及反向翼板下料按拼接工藝進行配料,面板拼接縫與其它任何拼裝焊縫,錯開不小于200毫米,放足對接坡口、對接后整體角方余量,轉下道工序。 ⑥、以上材料件,經檢查合格符合圖紙及規范要求后,轉下道工序拼裝。 ⑶、門葉拼裝、焊接和矯正 ①、面板及反向翼板拼焊根據施工圖,依順序進行拼接,用手工焊進行點焊,然后用
水準儀 進行面板操平,檢驗合格后施放各梁格拼裝控制線,留足 接方余量。 ②、在面板上將各梁的位置放樣,然后將頂底梁點焊在面板上,將另一邊梁的腹板與翼板點焊,將主梁下翼板及腹板點焊固定在面板上與頂、底及一邊梁聯成一整體,將另一邊梁腹板、翼板、主梁翼板點焊固定,形成一整體框架,進行閘門尺寸矯正,
水準儀操平。 ③、將縱梁、次橫梁依次點焊到面板與大梁框架上。 ④、將各加強板固定操平。 ⑤、所有零件拼裝好后,再進行加強點焊,然后用對稱焊及分段退步焊將大梁背格及所有焊。@
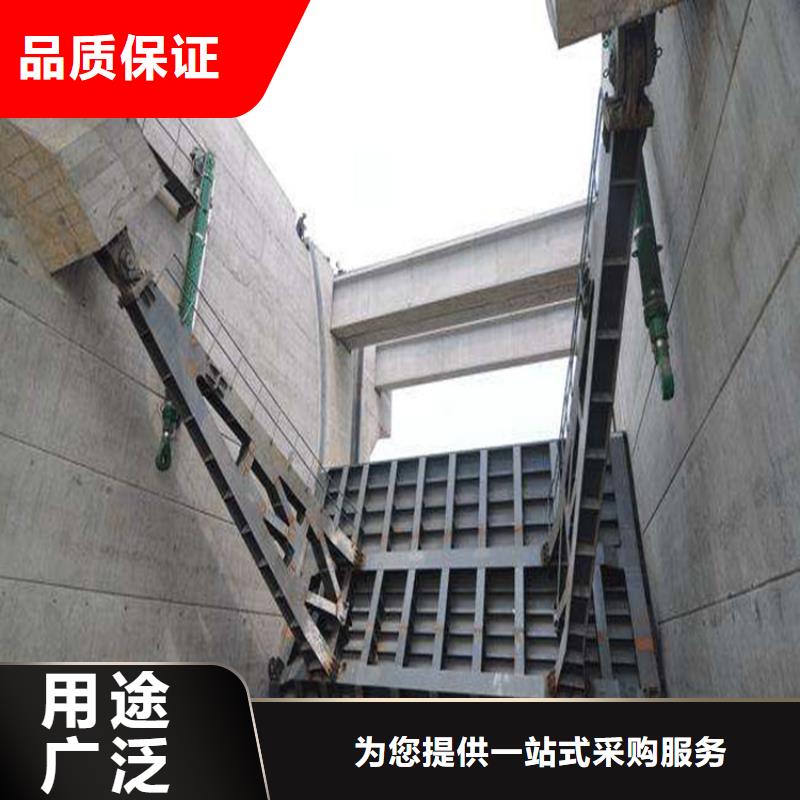
鋼壩閘門的安裝 1:鋼壩閘門在已完成一次混凝土施工的現場,按標記把7個鋼壩閘門主轉軸座、2個防水套與各自的預埋件用連接螺栓牢固連接,再分別就各自的預留坑位(適當氣割割開安裝時干涉的混凝土羅紋鋼筋),用激光水準儀分別找正各個鋼壩閘門主轉軸座位置,要保證各轉鋼壩閘門軸座及防水套的基準線對齊、座(套)心在一條線上、各座底在同一水平面內(無激光水準儀也可在其上方空中架0.5mm鋼絲基準,用鉛垂吊線找正各鋼壩閘門主轉軸座的中心基準線位置,用條式一級水平儀、光學水平儀保證各主轉軸座座底處同一水平面內),保證主轉軸座與2個防水套的整體同軸度≤4毫米及它們的相對間距尺寸公差達IT13級標準(公差帶對稱布置)。 2:在各主轉軸座位置正確后,用槽鋼頭等把鋼壩閘門主轉軸座預埋件、2個防水套牢固地與一次混凝土施工預留的羅紋鋼筋焊接聯接,保證下一步組裝及二次混凝土施工不會改變它們的位置。 3:把各短轉軸裝入軸座,按標記裝上壓緊環(螺絲暫不收緊),套上定位環。按提供的書面標記記錄從中間的主轉軸座開始,向兩邊安裝長轉軸,安裝時允許短轉軸適當軸向的暫時移動,以便于鉸制螺栓的連接操作 4:整個轉軸的安裝過程,務必要注意:A 相互連接零件的鋼字碼;B 配作時的基準線對準記號;C 轉軸及拐臂等的周向方位不能錯。D 注意密封銅墊的安裝。 5:待轉軸、拐臂都安裝完畢,可以轉動轉軸,檢驗轉軸的整體同軸度控制效果。滿足要求后確定各定位環的實際位置,與相應的各短轉軸配打M10螺孔并固定。 6:按記錄的基準記號等開始安裝葉片,鋼壩閘門注意此時M24、M36連接羅紋上要涂羅紋密封膠或裹生料帶,門葉間用適當涂以硫磺膠泥,再根據葉片的實際位置安裝葉片擱凳的預埋件(含葉片擱凳)至正確位置;根據轉軸的實際位置,安裝下止水預埋件及下止水部件至正確位置。用槽鋼頭等把兩者預埋件與一次混凝土施工預留的羅紋鋼筋牢固地焊接聯接。上述安裝完畢組裝暫停,對擱凳的預埋件坑及下止水預埋件坑進行混凝土二次施工。 7:清理現場,對整個鋼結構再次密封處理,罩二度漆。 B:鋼壩驅動裝置、鎖定器安裝。@
您是想要在遼寧省大連市采購高質量的閘門實體大廠的簡單介紹產品嗎?坤禹水利機械(大連市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的閘門實體大廠的簡單介紹產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:張先生,地址:《》。










