





準備好領略【方矩管】架子管供應采購產品的風采了嗎?我們的視頻將帶您領略產品的每一個細節,從外觀到內在,從功能到性能,讓您了解它的獨特之處。
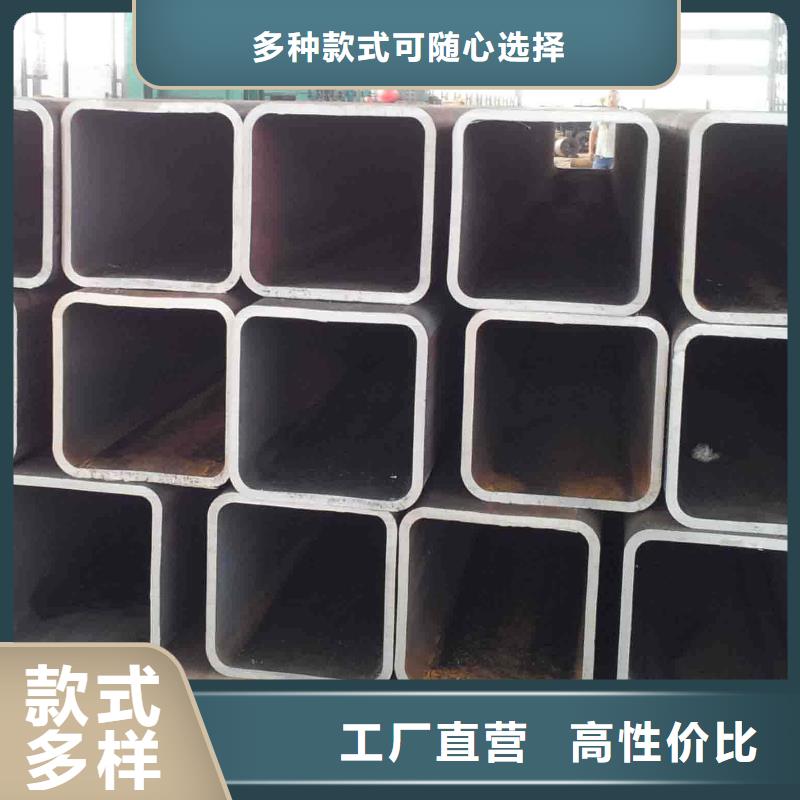
以下是:【方矩管】架子管供應采購的圖文介紹



每種鋼管在進行焊接的時候都會有一個參數標準,因為焊接就是根據這個標準進行的,包括其焊接的溫度,以及加多少水進行冷卻等。我們的方矩管也有自己的焊接參數,只不過它的這種參數和其它的鋼管有所不同。這個參數值比較大一些,因為我們的產品沒有冷卻這一個環節,所以數值相對來說就比較大。方矩管的焊接參數。焊接電流和電弧電壓對焊縫形狀和焊接質量有著重要的影響,是重要的焊接參數。根據三絲埋弧焊工藝,五絲焊的焊接電流和電弧電壓也是按照1絲大電流、小電壓逐步過渡到5絲小電流、大電壓的方式進行設置的。1絲的電流在焊接電源容量許可的情況下,盡可能選擇大電流,以保證在獲得足夠熔深的情況下有較高的焊接速度。后隨4根焊絲的電流按前一絲電流的70%~90%比例進行選擇,坡口較大需要較多的焊絲熔敷金屬時,選擇比例上限;若需降低焊縫余高減少熔敷金屬量時,選擇比例的下限。切成單根鋼管后,每批方矩管都要進行嚴厲的首檢準則,反省焊縫的力學功能,化學成份,溶合情況,鋼管外表質量以及經由無損探傷查驗,確保制督工藝及格后,才干正式投入出產。





恒金屬材料銷售 有限公司(賀州分公司)主要生產經營: 結構管我公司為使產品更加符合客戶需求,公司實行一套完整標準的售前,售中,售后服務。公司為客戶提供定制化服務。我們公司始終遵循“質量為主,客戶至上,誠信為本”的經營理念。致力于提供高品質的產品,完善的售后服務,快捷的供貨。無論您身處何方,都能感受到我們專業技術人員迅捷優良的服務。公司以良好的信譽、優質的產品、雄厚的實力、低廉的價格享譽全國30多個省、市、自治區、直轄市,產品深得用戶依賴。歡迎新老客戶來電垂詢。


方矩管是無縫鋼管中比較重要的材質和類型,在方矩管中人們在進行加工和制作的時候用到的一步就是焊接,常見的焊接方矩管的時候是用到焊條的,焊條是焊接的重要的材料,焊接方矩管要用準焊條,才能夠達到理想的焊接效果。那么焊條是什么呢?焊接方矩管的時候要用到什么樣的焊條呢?本文章將要詳細進行解答:方矩管需要的焊條,焊條(coveredelectrode)氣焊或電焊時熔化填充在焊接工件的接合處的金屬條。焊條的材料通常跟工件的材料相同。焊接方矩管的時候要用到的焊條是什么呢?一、如果要焊接方矩管材質的管件應該采用什么型號的焊條,還有沒有其他的型號的焊條可以選用?如果焊接方矩管材質的板材時應該采用什么型號的焊條,答:方矩管是在Q235的基礎上加了約1%的錳,故焊接性能良好;方矩管可選擇焊條:1.手工電弧焊時,采用強度等級為T50的焊條:結506、結507、結502、結503、結552、結553等;2.埋弧自動焊時,選焊劑:431和350,配合H08A、H08MnA、H10MnA或H10MnSi等焊條;3.CO2氣體保護焊時,常常用H08Mn2Si和H10MnSi.二、如果要焊接20#材質的管件應該采用什么型號的焊條,還有沒有其他的型號的焊條可以選用?如果焊接20#材質的板材時應該采用什么型號的焊條方矩管是在Q235的基礎上加了約1%的錳,故焊接性能良好;方矩管和普通碳素結構鋼的焊接性能相似,20鋼可以用結422、結423、結424、結425;強度高的場合用結506、結507。三、方矩管是在Q235的基礎上加了約1%的錳,故焊接性能良好; 304鋼用奧102、奧107、奧002焊條。




在方矩管的熱處理過程中,淬火過程產生的廢品率往往較高,這主要是由于淬火過程中形成較大的熱應力和組織應力所致。此外,由于方矩管固有的冶金缺陷、選材不當、材質錯誤、設計中的結構工藝差、冷熱加工過程中形成的缺陷等,容易在調質過程中產生。因此對零部件淬火、回火后的缺陷必須進行系統的分析和研究。1.淬火變形與淬火裂紋,在實際生產中,應該根據淬火變形與淬火裂紋的形成原因采取有效的措施。(1)方矩管熱處理盡量做到均勻加熱及正確加熱,工件形狀復雜或截面尺寸相差懸殊時,常因加熱不均勻而變形。為此,工件在裝爐前,對不需淬硬的孔及截面突變處,應采用石棉繩堵塞或綁扎等辦法,以改善其受熱條件,對一些薄壁圓環等易變形零件,可設計特定淬火夾具。這些措施既有利于加熱均勻,又有利于冷卻均勻。工件在爐內加熱時,應均勻放置,防止單面受熱,應放平,避免工件在髙溫塑性狀態因自重而變形。對細長零件及袖類零件盡量采用井式爐或鹽爐垂直懸掛加熱。限制或降低加熱速度,可減少工件截面溫差,使加熱均勻。因此對大型鍛模、髙速鋼及高合金鋼工件,以及形狀復雜、厚薄不勻、要求變形小的零件,一般都采用預熱加熱或限制加熱速度的措施。合理選擇淬火加熱溫度,也是減少或防止變形、開裂的關鍵。選擇下限淬火溫度,減少工件與淬火介質的溫差,可以降低淬火冷卻高溫階段的冷卻速度,從而可以減少淬火冷卻時的熱應力。另外,也可防止晶粒粗大。這樣可以防止變形開裂。有時為了調節淬火前后的體積變形量,也可適當提高淬火加熱溫度。例如CrWMn、Cr12Mo等高碳合金鋼,常利用調整加熱溫度,改變其馬氏體轉變點以改變殘余奧氏體含量,以調節零件的體積變形。(2)正確選擇冷卻方法和冷卻介質的基本原則,盡可能采用預冷,即在工件淬入淬火介質前,盡可能緩慢地冷卻至Ar附近,以減少工件內溫差。?在保證滿足淬硬層深度及硬度要求的前提下,盡可能采用冷卻緩饅的淬火介質。盡可能減慢在Ms點以下的冷卻速度。合理地選擇和采用分級或等溫淬火工藝。(3)正確選擇淬火工件浸入淬火介質的方式和運行方向的基本原則,淬火時應盡量保證能得到均勻的冷卻。?以小阻力方向淬入。大批量方矩管生產的薄畫環類零件、薄板形零件、形狀復雜的凸 和圓錐齒輪等,在自由冷卻時,很難保證尺寸精度的要求。為此,可以采取壓床淬火,即將零件置于專用的壓床模具中,再加上一定的壓力后進行冷卻〈噴油或噴水)由于零件的形狀和尺寸受模具的限制,因而可能使零件的變形限制在規定的范圍之內。進行及時、正確的回火在生產中,有相當一部分工件,并非在淬火時開裂,而是由于淬火后未及時回火而開裂。這是因為在淬火停留過程中,存在于工件內的細裂縫在很大的淬火應力作用下,融合、擴展,以至其尺寸達到斷裂臨界裂縫尺寸,從而發生延時斷裂。實踐證明,淬火不冷到底并及時回火,是防止開裂的有效措施。對于形狀復雜的高碳鋼和高碳合金鋼,淬火后及時回火尤為重要。精密光亮管的扭曲變形可以通過矯直來校正,但必須在工件塑性允許的范圍之內。有時也可利用回火加熱時用特定的校正夾具進行校正。對體積變形有時也可通過補充的研磨加工來修正,但這僅限于孔、槽尺寸縮小,外圃增大等情況。淬火體積變形往往是不可避免的。但只要通過實驗,掌握其變形規律,則可根據其脹縮量,在淬火前成形加工時,適當加以修正,就可在淬火后得到合乎要求的幾何尺寸。工件一旦出現淬火裂紋,則報廢。
