
以下是:鍍鋅管型號(hào)齊全的產(chǎn)品參數(shù)鍍鋅管型號(hào)齊全,恒博鋼鐵商貿(mào)有限公司(紅河分公司)專業(yè)從事鍍鋅管型號(hào)齊全,聯(lián)系人:楊經(jīng)理,電話:13153800409、13153800409,QQ:1170386413,發(fā)貨地:開(kāi)發(fā)區(qū)匯通物流園,以下是鍍鋅管型號(hào)齊全的詳細(xì)頁(yè)面。 云南省,紅河哈尼族彝族自治州 紅河州有滇南政治、經(jīng)濟(jì)、軍事、文化中心蒙自,有世界錫都個(gè)舊,有歷史文化名城建水;文獻(xiàn)名邦石屏;有河口和金水河兩個(gè)口岸;有錫文化、陶瓷文化和梯田文化。紅河是云南經(jīng)濟(jì)社會(huì)和人文自然的縮影,是云南近代工業(yè)的發(fā)祥地,也是中國(guó)走向東盟的陸路通道和橋頭堡。
不容錯(cuò)過(guò)的鍍鋅管型號(hào)齊全視頻展示!產(chǎn)品特點(diǎn)一目了然,為您的購(gòu)買決策提供堅(jiān)實(shí)依據(jù)。以下是:鍍鋅管型號(hào)齊全的圖文介紹云南紅河恒博鋼鐵商貿(mào)有限公司 球墨鑄鐵管遠(yuǎn)銷全國(guó)各地,本公司豐厚的 球墨鑄鐵管現(xiàn)貨資源,嚴(yán)格的出入庫(kù)核檢程序,完善的配送體系,為滿足新老客戶的需求創(chuàng)造了良好的服務(wù)體系。
原則: 球墨鑄鐵管誠(chéng)信為本、精誠(chéng)合作、立足長(zhǎng)遠(yuǎn)、永續(xù)經(jīng)營(yíng)。目標(biāo):優(yōu)質(zhì)的質(zhì)量、優(yōu)質(zhì)的服務(wù)、優(yōu)質(zhì)的效益、優(yōu)質(zhì)的 球墨鑄鐵管品牌。宗旨: 球墨鑄鐵管用戶的需要就是我們的責(zé)任、讓用戶放心就是我們的目標(biāo)。
生產(chǎn)工藝介紹
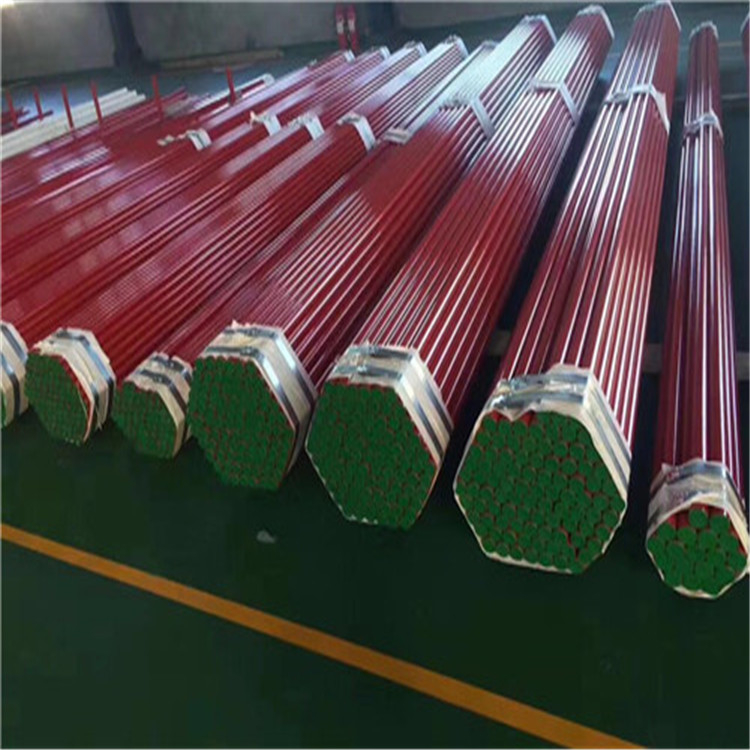
編輯涂塑復(fù)合鋼管分為:熱浸塑工藝,內(nèi)外噴涂工藝,滾塑工藝,淋涂工藝,吸涂工藝,熔結(jié)纏繞工藝等。熱浸塑采用:流化床浸塑,一次性成膜法。又稱涂塑鋼管代防腐,內(nèi)外聚乙烯。內(nèi)外噴涂工藝:采用靜電吸附理論,通過(guò)鋼管前處理,用噴槍進(jìn)行噴涂聚乙烯或環(huán)氧樹(shù)脂粉末。又稱涂塑鋼管第二代防腐,內(nèi)外環(huán)氧復(fù)合鋼管。淋涂工藝:又稱幕簾法,通過(guò)盛有粉末的篩子采用淋涂的方式,涂覆在加熱后的鋼管外壁上。如圖所示:此工藝可以生產(chǎn)外聚乙烯內(nèi)環(huán)氧復(fù)合鋼管。又稱涂塑鋼管第三代防腐。 熔結(jié)纏繞工藝:采用熱熔結(jié)纏繞法,熱熔膠和聚乙烯采用擠出機(jī)的形式纏繞在加熱后的鋼管上,發(fā)生反應(yīng)形成三層結(jié)構(gòu),全稱是熔結(jié)環(huán)氧/擠塑聚乙烯結(jié)構(gòu)防護(hù)層。如圖所示:此工藝可以生產(chǎn)外三層結(jié)構(gòu)聚乙烯內(nèi)熔結(jié)環(huán)氧復(fù)合鋼管。又稱涂塑鋼管第四代防腐。
熔結(jié)纏繞工藝:采用熱熔結(jié)纏繞法,熱熔膠和聚乙烯采用擠出機(jī)的形式纏繞在加熱后的鋼管上,發(fā)生反應(yīng)形成三層結(jié)構(gòu),全稱是熔結(jié)環(huán)氧/擠塑聚乙烯結(jié)構(gòu)防護(hù)層。如圖所示:此工藝可以生產(chǎn)外三層結(jié)構(gòu)聚乙烯內(nèi)熔結(jié)環(huán)氧復(fù)合鋼管。又稱涂塑鋼管第四代防腐。
“造優(yōu)質(zhì) 球墨鑄鐵管,創(chuàng)國(guó)際”是云南紅河恒博鋼鐵商貿(mào)有限公司的堅(jiān)定信念和永恒追求,向用戶提供優(yōu)質(zhì)的 球墨鑄鐵管產(chǎn)品和完善的服務(wù)是我們對(duì)用戶的承諾。 我們將繼續(xù)以高品質(zhì),高標(biāo)準(zhǔn)和合理的價(jià)格及良好的服務(wù)來(lái)回報(bào)廣大用戶對(duì)我們的支持,歡迎國(guó)內(nèi)外客戶的光臨惠顧,我們將竭誠(chéng)為您服務(wù)!
試驗(yàn)方法
編輯外觀檢查目測(cè)檢查涂覆鋼管的外觀質(zhì)量,試驗(yàn)結(jié)果應(yīng)符合5.1的規(guī)定。厚度測(cè)量從涂覆鋼管的兩端取不同長(zhǎng)度的兩個(gè)橫斷面,在每個(gè)橫斷面用電磁測(cè)厚儀測(cè)量圓周上直交的任意四點(diǎn)的涂層厚度,試驗(yàn)結(jié)果應(yīng)符合5.4的規(guī)定。針孔試驗(yàn)管段試件長(zhǎng)度約為1000 mm,用電火花檢漏儀對(duì)鋼管涂層在規(guī)定試驗(yàn)電壓下進(jìn)行檢查,涂層厚度不大于0.4mm,試驗(yàn)電壓為1500 V,涂層厚度大于0.4 mm,試驗(yàn)電壓為2000 V。檢查有無(wú)電火花產(chǎn)生,試驗(yàn)結(jié)果應(yīng)符合5.5的規(guī)定。附著力試驗(yàn)附著力試驗(yàn)按CJ/T 120-2008中7.4.2進(jìn)行,試驗(yàn)結(jié)果應(yīng)符合5.6的規(guī)定。彎曲試驗(yàn)DN≤50mm的涂覆鋼管進(jìn)行彎曲試驗(yàn)。管段試件長(zhǎng)度為(1200±100) mm。在溫度為(20±5) ℃的環(huán)境下,以鋼管公稱通徑的8倍為曲率半徑,彎曲角度為30o,在彎管機(jī)或模具上進(jìn)行彎曲。彎曲試驗(yàn)時(shí)管內(nèi)不帶填充物,焊縫位于彎曲主面的側(cè)面。試驗(yàn)后,從彎曲圓弧的中部將試件剖開(kāi),檢查內(nèi)涂層,試驗(yàn)結(jié)果應(yīng)符合5.7的規(guī)定。壓扁試驗(yàn)DN>50 mm的涂覆鋼管進(jìn)行壓扁試驗(yàn)。管段試件尺寸長(zhǎng)為(50±10) mm。在溫度為(20±5) ℃的環(huán)境下,如圖1所示,將試件置于兩平板之間,在壓力試驗(yàn)機(jī)上逐漸壓縮至兩平板間距離為試件外徑的五分之四,壓扁時(shí)涂覆鋼管焊縫垂直于載荷施加方向。試驗(yàn)后,檢查內(nèi)涂層,試驗(yàn)結(jié)果應(yīng)符合5.8的規(guī)定。壓扁試驗(yàn)沖擊試驗(yàn)從涂覆鋼管的任意位置切取長(zhǎng)約100 mm的試樣,在溫度為(20±5) ℃的環(huán)境下,如圖2所示,按表2的規(guī)定進(jìn)行沖擊試驗(yàn),觀察內(nèi)涂層的損壞情況。試驗(yàn)時(shí),焊縫應(yīng)在沖擊面相反的方向,試驗(yàn)結(jié)果應(yīng)符合5.9的規(guī)定。表2 沖擊試驗(yàn)條件公稱通徑 DNmm錘重,kg落下高度,mm15~251.030032~502.15006580~3006.31000沖擊試驗(yàn)裝置真空試驗(yàn)管段試件長(zhǎng)度為(500±50) mm,使用適當(dāng)?shù)拇胧┒伦」艿肋M(jìn)出口,從進(jìn)口逐漸增加負(fù)壓至660 mm汞柱,保持1 min,試驗(yàn)后檢查內(nèi)涂層,試驗(yàn)結(jié)果應(yīng)符合5.10的規(guī)定。高溫試驗(yàn)管段試件長(zhǎng)度為(100±10) mm,將試件放置在恒溫箱中,升溫至(300±5) ℃,并恒溫1 h,然后取出自然冷至常溫。試驗(yàn)后,取出試件并檢查內(nèi)涂層(允許外觀顏色變深、發(fā)暗現(xiàn)象),試驗(yàn)結(jié)果應(yīng)符合5.11的規(guī)定。低溫試驗(yàn)管段試件尺寸長(zhǎng)度為(100±10) mm,將試件放置在低溫箱中,降溫至(-30±2) ℃,并恒溫1 h,然后取出放置在溫度為(20±5) ℃的環(huán)境下(4~7) h。試驗(yàn)周期結(jié)束后,取出試件檢查其內(nèi)涂層,并按6.4的規(guī)定進(jìn)行附著力試驗(yàn),試驗(yàn)結(jié)果應(yīng)符合5.12的規(guī)定。壓力循環(huán)試驗(yàn)管段試件長(zhǎng)度為(500±50) mm,使用適當(dāng)?shù)拇胧┒伦」艿肋M(jìn)出口,并與水壓供給系統(tǒng)相連接,充水排除空氣,然后進(jìn)行3000次從(0.4±0.1) MPa至 MPa的交變水壓試驗(yàn),每次試驗(yàn)的周期不大于2 s。試驗(yàn)后檢查內(nèi)涂層,并按6.4的規(guī)定進(jìn)行附著力試驗(yàn),試驗(yàn)結(jié)果應(yīng)符合5.13的規(guī)定。溫度循環(huán)試驗(yàn)管段試件長(zhǎng)度為(500±50) mm,將試件按下列順序在每個(gè)溫度條件下放置24 h:(50±2)℃;(-10±2)℃;(50±2)℃;(-10±2)℃;(50±2)℃;(-10±2)℃。試驗(yàn)后試件放置在溫度為(20±5) ℃的環(huán)境中24 h,檢查內(nèi)涂層情況,并按6.4的規(guī)定進(jìn)行附著力試驗(yàn),試驗(yàn)結(jié)果應(yīng)符合5.14的規(guī)定。溫水老化試驗(yàn)管段試件尺寸長(zhǎng)度約為100 mm,管段兩端裸露處應(yīng)進(jìn)行相應(yīng)的防腐處理,將管段放置在(70±2) ℃的蒸餾水中浸泡30 d,試驗(yàn)后取出自然冷卻至常溫,檢查試件內(nèi)涂層,試驗(yàn)結(jié)果應(yīng)符合5.15的規(guī)定。施工、安裝要點(diǎn)1)、應(yīng)按《建筑給水涂塑復(fù)合管管道工程技術(shù)規(guī)程》CECS125:2001執(zhí)行。2)、涂塑鋼管應(yīng)選用下列施工機(jī)具:(1)切割應(yīng)采用金屬鋸切割;(2)壓槽應(yīng)采用專用滾槽機(jī);(3)彎管應(yīng)采用彎管機(jī)冷彎;(4)套絲應(yīng)采用電動(dòng)套絲機(jī)進(jìn)行管螺紋加工;(5)涂塑鋼管端口去毛刺和加工園角應(yīng)采用銼刀加工;(6)涂敷高強(qiáng)度無(wú)機(jī)溶劑液體環(huán)氧樹(shù)脂涂料應(yīng)采用小毛刷或小牙刷。3)、涂塑鋼管施工程序應(yīng)符合下列要求:(1)涂塑鋼管不宜埋設(shè)于鋼筋混凝土結(jié)構(gòu)層中;(2)涂塑鋼管管道安裝中禁止進(jìn)行焊接;(3)涂塑鋼管管道安裝宜從大口徑逐漸接駁到小口徑,管口應(yīng)及時(shí)封堵;(4)涂塑鋼管在運(yùn)輸、裝卸及工地施工中,嚴(yán)禁拋摔和劇烈撞擊;(5)涂塑鋼管安裝時(shí),管徑不大于DN50時(shí)可用彎管機(jī)冷彎,但其彎曲曲率半徑不得小于8倍管徑,彎曲角度不得大于10°。
襯塑鍍鋅鋼管詳細(xì)介紹
襯塑復(fù)合鋼管是在外層鋼管內(nèi)襯以聚乙烯塑料管,這樣降低了制造成本,又確保了厚度以保證強(qiáng)度,使安裝襯塑復(fù)合鋼管費(fèi)用同聚丙烯PP-R管差不多, 接近鋁塑復(fù)合管,大大低於純不銹鋼管和純銅管。
鍍鋅襯塑鋼管特點(diǎn):(一)高機(jī)械強(qiáng)度、高延伸性;(二)連接性能好,確保無(wú)滲漏;(三)復(fù)合管端面特殊密封 ;(四)傳統(tǒng)工藝安裝,便於推廣;(五)衛(wèi)生性能好,可輸送凈水;(六)耐高溫,可輸送熱水、沸水;(七)不會(huì)老化,使用壽命長(zhǎng);(八)低溫脆性好,膨脹系數(shù)小;(十) 價(jià)格低廉。
鍍鋅襯塑鋼管主要適用生活飲用水給水輸送管道,海水輸送管道、污水輸送管道、造船等輸水管道等。管道連接方式有專用卡環(huán)連接、溝槽(卡箍)連接或絲扣連接,施工工藝類似鋼管的溝槽連接與鋼管的絲扣連接。
衛(wèi)生性能指標(biāo)執(zhí)行標(biāo)準(zhǔn):GB/T17219-1998
口徑15㎜-100㎜可采用絲扣連接
絲扣連接是比較傳統(tǒng)的連接方式,這里就不做文字上的說(shuō)明了,套絲長(zhǎng)度應(yīng)符合CECS125-2001規(guī)范的要求
點(diǎn)擊查看恒博鋼鐵商貿(mào)有限公司(紅河分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
鍍鋅管型號(hào)齊全,恒博鋼鐵商貿(mào)有限公司(紅河分公司)為您提供鍍鋅管型號(hào)齊全產(chǎn)品案例,聯(lián)系人:楊經(jīng)理,電話:13153800409、13153800409,QQ:1170386413,發(fā)貨地:開(kāi)發(fā)區(qū)匯通物流園。
齊全")
齊全")
齊全")
齊全")
齊全")
齊全")
齊全")
齊全")
齊全")
齊全")
齊全")
齊全")
齊全")
齊全")
齊全")
齊全")
齊全")
齊全")
齊全")