

以下是:江蘇省醫療電解拋光器械供應商850元的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 處理材質 不銹鋼、銅鋁、鈦材、鋼鐵 生產場地 江蘇省鎮江市 類型 來料加工、電解拋光設備、電解拋光液 處理效果 鏡面效果 可定制 是 生產周期 2個工作日 是否批發 是 范圍 醫療電解拋光器械850元供應范圍覆蓋江蘇省 南京市、蘇州市、連云港市、無錫市、常州市、淮安市、徐州市、鹽城市、鎮江市、南通市、泰州市、宿遷市、揚州市等區域。 【】業務覆蓋多元場景,提供以下產品和服務:淮安不銹鋼電解拋光設計制造銷售服務一體、徐州不銹鋼電解拋光庫存充足、鹽城不銹鋼電解拋光廠家直銷值得選擇、南通不銹鋼電解拋光用途廣泛、泰州不銹鋼電解拋光優選廠商、宿遷不銹鋼電解拋光真材實料誠信經營、揚州不銹鋼電解拋光高性價比等。醫療電解拋光器械供應商850元,電解拋光設備廠(江蘇省分公司)szddjs29161-76為您提供醫療電解拋光器械供應商850元產品案例,聯系人:姚師傅,發貨地:丹徒區谷陽千里新村1棟一樓。 江蘇省 江蘇省下轄地級市全部進入全國百強,綜合實力百強區、百強縣、百強鎮數量位居全國。江蘇地區發展與民生指數(DLI)居全國省域,成為中國綜合發展水平的省份。江蘇省域經濟綜合競爭力居全國前列,擁有全國規模的制造業集群,實際使用外資規模居全國首位,人均GDP自2009年起連續居全國各省、自治區位,,已步入“中上等”發達水平。
想知道醫療電解拋光器械供應商850元產品的獨特魅力嗎?視頻里的產品介紹,比文字更有說服力,一看便知!
以下是:江蘇醫療電解拋光器械供應商850元的圖文介紹
電解拋光設備廠
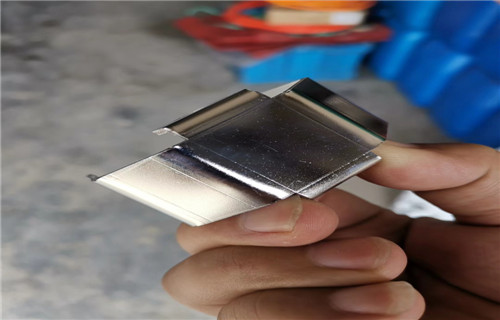
江蘇電解拋光設備廠銷售 不銹鋼電解拋光。 我公司以品質、合理的價格,完善的體系,售后服務創造企業形象,以科技為先導,傾盡全力開拓新 不銹鋼電解拋光產品,樹立精益求精、追求企業精神。公司秉承“顧客為先,銳意進取”的經營理念為廣大客戶提供 服務。歡迎惠顧!
不銹鋼化學鈍化液:
用于不銹鋼清洗鈍化,處理后不破壞不銹鋼原有色澤,對于拉絲、噴砂、拋丸,特別是鏡面光亮的不銹鋼均不影響其原有效果;針對各類型號的不銹鋼材質的鈍化要求,可提供針對性的藥水,效果更佳。
本產品為非強酸、強堿性配方,為微弱堿性或中性
性能特點
1.本電解拋光適用范圍廣,可適用200、300、400系列各種材質的不銹鋼。
2.電解拋光不含鉻離子,符合當今環保要求,節省環保設備投資及廢水處理費用。
3.電解拋光電流密度小,電壓低,電能消耗較傳統工藝低1倍以上。
4.電解拋光效率高,質量好,數分鐘內可拋至鏡面光亮。
5.電解拋光液使用壽命長,易于維護管理。
二 使用方法
原液使用,鉛板做陰極(負極),工件做陽極(正極),60-90度,電流密度10-25安培/平方分米,電壓8—10伏,時間5-8分鐘。
工藝流程:(除油除銹活化→水洗→晾干)→電解拋光→水洗→鈍化→水洗→中和→水洗
三 注意事項
1.拋光液液面與拋光槽頂部之間的距離不應≤15cm。
2. 不銹鋼工件在進入拋光槽之前應盡可能將殘留在工件表面的水分除去,因工件夾帶過多水分有可能造成拋光面出現嚴重麻點,局部浸蝕而導致工件報廢。
3. 在電解拋光過程中,作為陽極的不銹鋼工件,其所含的鐵、鉻元素不斷轉變為金屬離子溶入拋光液內而不在陰極表面沉積。隨著拋光過程的進行,金屬離子濃度不斷增加,當達到一定數值后,這些金屬離子以磷酸鹽和硫酸鹽形式不斷從拋光液內沉淀析出,沉降于拋光槽底部。為此,拋光液必須定期過濾,去除這些固體沉淀物。
以金屬工件為陽極,在適宜的電解液中進行電解,有選擇地除去其粗糙面,提高表面光潔程度的技術,又稱電解拋光。電拋光可增加不銹鋼的耐腐蝕性,減少電氣接觸點的電阻,制備金相磨片,提高照明燈具的反光性能,提高各種量具的精度,美化金屬日用品和工藝品等,適用于鋼鐵、鋁、銅、鎳及各種合金的拋光。
電拋光亦稱電解拋光、 電化學拋光或陽極拋光。借電解作用將金屬制 件進行陽極處理,以提高其表面光潔度的一種 方法。20世紀30年代產生的一種金屬表面精 加工的新方法,也是金屬制件鍍前預處理及鍍 后精加工的一種工藝。電拋光時將制件作陽 極,鉛板作陰極,共置于電解液中,通直流電,在 特定工藝條件下制件表面的毛刺和凸起部分電 流密度較大,相應的溶解速
度也大。這種不均 勻性的溶解,使凸起部分溶解得快,因而起到了 平整拋光的作用。但過于粗糙的表面,不宜直 接進行電拋光。為使制件表面達到高光潔度, 選擇適當的電解液十分重要
。由于電拋光理論 尚不成熟,選擇電解液的方法在很大程度上依 靠經驗。用得較多的是電阻較低的電解液,如 磷酸、硫酸或兩者混合比不同的混合電解液。 在這類電解液中如加入適量鉻
酐(CrO3)可防 止被拋光金屬的腐蝕,并能增加拋光面的光潔 度。還可在電解液中加一些甘油、甲基纖維素 等緩蝕劑。電拋光時選擇佳的工藝條件也非 常重要,如控制適當的電流密度、
適宜的溫度范 圍、合理的拋光時間以及采用往復式或上下式 移動陽極以攪拌電解液等。
就目前來說,電解拋光主要針對不銹鋼工件的表面光亮處理。不銹鋼工件又分為200系列,300系列,400系列材質,各系列材質有必須用針對性電解拋光液。比如不銹鋼200系列材質的不銹鋼
,必須用200系列的配方,此種配方無法適應300系列或400系列的不銹鋼材質。這一直是國內一大難題,因為有些廠家的材質是組合工件,既有200系列不銹鋼材質,又有300或400系列不銹鋼
材質。在2007年12月,威海云清化工開發院王鈴樹高級工程師研制出一種不銹鋼通用電解液。這種電解液適合所有不銹鋼材質。他結合了原有電解液所有優點,比重為電解液佳比重,為
1.70,光亮度為鏡面亮度。同時還研發出新的優點,此電解液提高了原有的亮度,降低了一半的電流密度。在生產操作中,可節省50%的電費。使用壽命提高了40%,這種電解液一直在國內處
于領先技術。
工件放入特定溶液中進行陽極電解,使金屬表面平滑并產生金屬光澤的過程稱為電拋光。
電拋光時,工件接陽極。通電時工件表面會產生電阻率高的稠性黏膜,其厚度在工件表面不均勻。表面微觀凸出部分較薄,電流密度較大,金屬溶解較快;表面微觀下凹處較厚,電流密度較小,金屬溶解較慢。由于稠性黏膜和電流密度分布的不均勻性,微觀凸起部分尺寸減少較快,微觀下凹處尺寸減少較慢,使工件表面粗糙度降低,從而達到拋光的目的。
目前生產上采用的電拋光液主要有:
①硫酸、磷酸、鉻酐組成的拋光液;
②硫酸和檸檬酸組成的拋光液;
③硫酸、磷酸、及甘油或類似化合物組成的混合拋光液。 (1)材料種類的影響 鋼鐵材料的種類很多,對不同的鋼材應采用不同的拋光液。
1. 機械拋光
其長處是加工后零件的整平性好,光明度高。其缺陷是勞動強度大,污染嚴峻,而且龐雜零件無法加工,而且其光澤不能一致,光澤維持時間不長,發悶、生銹。對比適宜加工簡略件,中、小產品。
機械拋光是靠切削、材料外表塑性變形去掉被拋光后的凸部而得到平滑面的拋光方式,一般運用油石條、羊毛輪、砂紙等,以手工操作為主,特別零件如回轉 體外表,可運用轉臺等輔佐工具,外表質量要求高的可采取超精研拋的方式。超精研拋是采取特制的磨具,在含有磨料的研拋液中,緊壓在工件被加工外表上,作高 速旋轉運動。利用該技術可以到達 Ra0.008μm 的外表毛糙度,是
各種拋光方式中高的。光學鏡片模具常采用這種方式。
2. 化學拋光
其長處是加工設備投資少,龐雜件能拋,速度快,效率高,防腐性好。其缺陷是光明度差,有氣體溢出,須要通風設備,加溫艱難。適宜加工小批量龐雜件及小零件光明度要求不高的產品。
化學拋光是讓材料在化學介質中外表宏觀凸出的部分較凹部分優先溶解,從而得到平滑面。這種方式的重要長處是不需龐雜設備,可以拋光外形龐雜的工件,可以同時拋光很多工件,效率高。化學拋光的核心問題是拋光液的配制。化學拋光得到的外表毛糙度一般為數10μm。
3. 電解拋光
其長處是鏡面光澤維持長,工藝穩固,污染少,本錢低,防腐性好。其缺陷是防污染性高,加工設備一次性投資大,龐雜件要工裝、輔佐電極,大批生產還須要降溫設備。適宜批量生產,重要應用于高級產品,出口產品,有公差產品,其加工工藝穩固,操作上也相對簡略。
電解拋光根底原理與化學拋光雷同,即靠選擇性的溶解材料外表渺小凸出部分,使外表光滑。與化學拋光相比,可以陰極反映的影響,效果較好。
電化學拋光過程分為兩步:
(1)宏觀整平 溶解產物向電解液中分散,材料外表幾何毛糙下降,Ra>1μm。
(2)微光平坦陽極極化,外表光明度提高,Ra<1μm。
4. 超聲波拋光
將工件放入磨料懸浮液中并一起置于超聲波場中,依賴超聲波的振蕩作用.使磨料在工件外表磨削拋光。超聲波加工宏觀力小,不會引起工件變形,但工裝制作和安裝較艱難。
超聲波加工可以與化學或電化學方式結合。在溶液腐蝕、電解的根底上,再施加超聲波振動攪拌溶液,使工件外表溶解產物脫離,外表左近的腐蝕或電解質平均;超聲波在液體中的空化作用還可以克制腐蝕過程,利于外表光明化。
5.流體拋光
流體拋光是依賴高速流動的液體及其攜帶的磨粒沖刷工件外表到達拋光的目標。常用方式有:磨料放射加工、液體放射加工、流體動力研磨等。流體動力研磨是由液壓驅動,使攜帶磨粒的液體介質高速往復流過工件外表。
介質重要采取在較低壓力上流過性好的特別化合物(聚合物狀物質)并摻上磨料制成,磨料可采取碳化硅粉末。
6.磁研磨拋光
磁研磨拋光是利用磁性磨料在磁場作用下形成磨料刷,對工件磨削加工,這種方式加工效率高,質量好,加工條件容易控制,工作條件好。
為了增加奧氏體不銹鋼焊件的耐腐蝕性,不銹鋼的表面應該做拋光和鈍化處理。還需要酸洗等操作。
表面拋光,不銹鋼焊件表面如有刻痕,凹痕,粗糙點和污染點,便會影響耐腐蝕性,因此必須對表面進行拋光,使其產生一層致密、均勻的氧化膜,以保護內部金屬不再受到氧化和腐蝕。
鈍化處理,是在不銹鋼表面,有用人工的方法形成一層鈍化膜 ,以增加其耐腐蝕性。鈍化處理流程如下,
焊件表面清理和修補——酸洗——水洗和中和——鈍化——水洗和吹干。處理前先對焊件進行表面清理和修補,將表面損傷處修補好,然后用手提角向砂輪磨光,并把焊渣及飛濺物清理干凈。
在江蘇省采購醫療電解拋光器械供應商850元請認準電解拋光設備廠(江蘇省分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:姚師傅,地址:丹徒區谷陽千里新村1棟一樓)。









