

想要探索焊管48小時發(fā)貨的奧秘嗎?不妨點擊這個產(chǎn)品視頻,它將帶您走進一個精彩絕倫的世界,讓您對產(chǎn)品的每一個細節(jié)都了如指掌。
以下是:四川樂山焊管48小時發(fā)貨的圖文介紹
鵬鑫鋼鐵(樂山市分公司)制定了長期的發(fā)展戰(zhàn)略規(guī)劃,奉行“高品質(zhì)、精工藝、重誠信、優(yōu)服務(wù)”的經(jīng)營理念,以打造成為國內(nèi)【無縫鋼管廠】品牌為企業(yè)為目標,形成了以“熱情、誠懇、感恩、務(wù)實,”為核心的企業(yè)價值觀,因彼此認同而攜手并進,因文化融合而長足發(fā)展。為公司的穩(wěn)定發(fā)展奠定了堅實的基礎(chǔ)。公司市場定位清晰、技術(shù)不斷創(chuàng)新、管理理念與國際同步。致力于為廣大客戶創(chuàng)造兼具高性價比與高品質(zhì)服務(wù)的【無縫鋼管廠】產(chǎn)品。鵬鑫鋼鐵(樂山市分公司)愿與您共同努力,為推動【無縫鋼管廠】行業(yè)加速發(fā)展而奮斗!
貨")
貨")
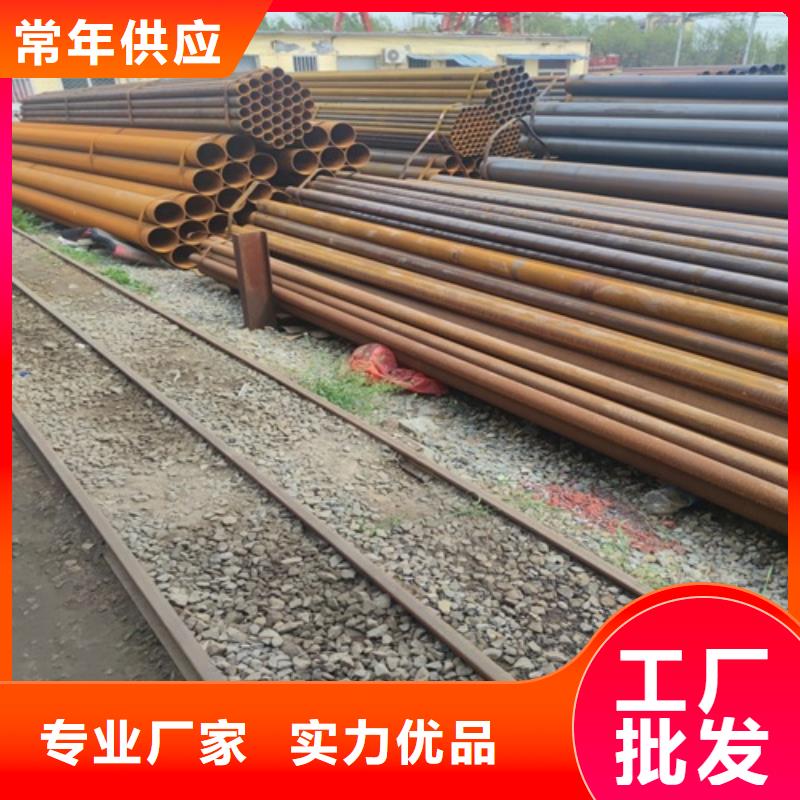
Q235B焊管生產(chǎn)流程: 1、直縫焊管生產(chǎn)工藝簡單,生產(chǎn)效率高,成本低,發(fā)展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產(chǎn)速度較低; 2、直徑大或較厚的焊管,一般用鋼坯料直接做成,而小焊管薄壁焊管只需要通過鋼帶直接焊接就可以了。然后經(jīng)過簡單拋光,拉絲就可以了; 3、補充:焊管是用帶鋼焊接的,所以在原來它的地位沒無縫管高。
貨")
貨")
貨")
Q345B直縫焊管探傷保證 Q345B直縫焊管質(zhì)量檢驗方法有很多種,其中物理方法也是常用的檢驗方法,物理檢驗就是利用一些物理現(xiàn)象進行測定或檢驗的方法。材料或Q345B直縫焊管內(nèi)部缺陷情況的檢查,一般都是采用無損探傷的方法。當前的無損探傷有磁力探傷、超聲波探傷、射線探傷、滲透探傷等。 磁力檢驗 磁力探傷只能發(fā)現(xiàn)磁性Q345B直縫焊管表面和近表面的缺陷,而且對缺陷僅能做定量分析,對于缺陷的性質(zhì)和深度也只能根據(jù)經(jīng)驗來估計。磁力檢驗是利用磁場磁化鐵磁Q345B直縫焊管所產(chǎn)生的漏磁來發(fā)現(xiàn)缺陷的。按測量漏磁方法的不同,可分為磁粉法、磁感應(yīng)法和磁性記錄法,其中以磁粉法應(yīng)用廣。 滲透檢驗 滲透檢驗是利用某些液體的滲透性等物理特性來發(fā)現(xiàn)和顯示缺陷的,包括著色檢驗和熒光探傷兩種,可用來檢查鐵磁性和非鐵磁性材料表面的缺陷。 射線探傷 射線探傷是利用射線可穿透物質(zhì)和在物質(zhì)中有衰減的特性來發(fā)現(xiàn)缺陷的一種探傷方法。按探傷所使用的射線不同,可分為X射線探傷、γ射線探傷、高能射線探傷三種。由于其顯示缺陷的方法不同,每種射線探傷都又分電離法、熒光屏觀察法、照相法和工業(yè)電視法。射線檢驗主要用于檢驗Q345B直縫焊管焊縫內(nèi)部的裂紋、未焊透、氣孔、夾渣等缺陷。 超聲波探傷 超聲波在金屬及其它均勻介質(zhì)傳播中,由于在不同介質(zhì)的界面上會產(chǎn)生反射,因此可用于內(nèi)部缺陷的檢驗。超聲波可以檢驗任何焊件材料、任何部位的缺陷,并且能較靈敏地發(fā)現(xiàn)缺陷位置,但對缺陷的性質(zhì)、形狀和大小較難確定。所以Q345B直縫焊管超聲波探傷常與射線檢驗配合使用。
貨")
貨")
貨")
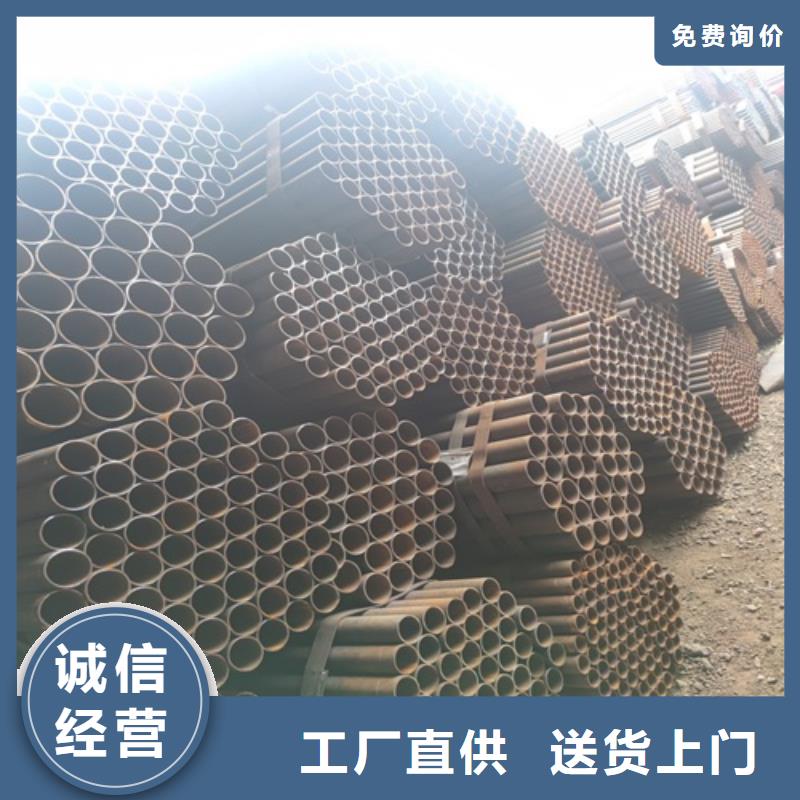
四川樂山焊管的熱處理工藝 四川樂山焊管加工過程中有很多工序,每個細節(jié)都需要我們注意。焊管在應(yīng)用前需要經(jīng)過各種工藝處理。焊接鋼管的熱處理是焊接鋼管過程中的一個重要環(huán)節(jié)。熱加工是將金屬材料在一定介質(zhì)中加熱、保溫、冷卻,通過改變材料表面或內(nèi)部的金相組織來控制金屬性能的一種金屬熱加工工藝。 結(jié)構(gòu)焊管工件在加熱和冷卻過程中,由于表層和芯層的冷卻速度和時間不一致,會形成溫差,導致體積膨脹和收縮不均勻,產(chǎn)生應(yīng)力,即熱應(yīng)力。在熱應(yīng)力作用下,表層開始溫度低于芯層,收縮大于芯層,使芯層拉伸。當冷卻結(jié)束時,表層被壓縮,芯被拉伸,因為芯的冷卻體積收縮不能自由進行。即在熱應(yīng)力的作用下,工件表層被壓縮,型芯被拉。 這種現(xiàn)象受冷卻速度、材料成分和熱處理工藝的影響。冷卻速度越快,含碳量和合金成分越高,冷卻過程中熱應(yīng)力引起的塑性變形不均勻和殘余應(yīng)力越大。 另一方面,當鋼的結(jié)構(gòu)在熱處理過程中發(fā)生變化,即奧氏體轉(zhuǎn)變?yōu)轳R氏體時,比容的增加會伴隨著工件體積的膨脹,工件的各個部分會相繼發(fā)生相變,導致體積增長不一致,產(chǎn)生結(jié)構(gòu)應(yīng)力。由于組織應(yīng)力的變化,表面的拉應(yīng)力和心臟的壓應(yīng)力正好與熱應(yīng)力相反。微結(jié)構(gòu)應(yīng)力的大小與馬氏體相變區(qū)材料的冷卻速度、形狀和化學成分有關(guān)。 為了使焊管具有所需的力學性能、物理性能和化學性能,除了合理選擇材料和成型工藝外,熱處理工藝往往是必要的。此外,鋁、銅、鎂、鈦及其合金的機械、物理和化學性能可以通過熱處理來改變,以獲得不同的使用性能。
貨")
貨")
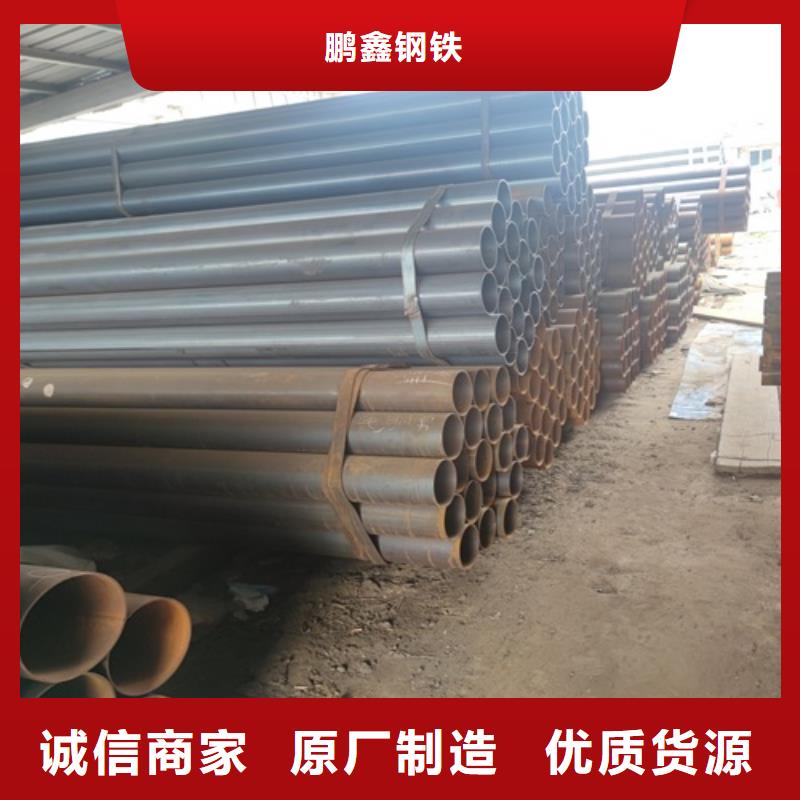
焊管的主要生產(chǎn)步驟 焊管是以帶鋼卷板為原材料,經(jīng)常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。將帶鋼送入焊管機組,經(jīng)多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調(diào)整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。 原材料在投入前都要經(jīng)過嚴格的理化檢驗,帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。 采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送;采用外控或內(nèi)控輥式成型。;采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。 焊管焊完的焊縫均經(jīng)過在線連續(xù)超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。再采用空氣等離子切割機將鋼管切成單根。切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質(zhì)量以及經(jīng)過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產(chǎn)。 焊管的焊縫上有連續(xù)聲波探傷標記的部位,經(jīng)過手動超聲波和X射線復查,如確有缺陷,經(jīng)過修補后,再次經(jīng)過無損檢驗,直到確認缺陷已經(jīng)。)每根鋼管經(jīng)過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機檢測裝置嚴格控制。試驗參數(shù)自動打印記錄。
貨")
貨")
貨")
點擊查看鵬鑫鋼鐵(樂山市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
