

以下是:鋼管酸洗噴漆成本低廉的產品參數
材質 齊全 規格 多選 定制加工 是 是否進口 否 配送服務 可配送到廠 倉庫 五金庫 倉庫地址 聊城開發區 產品表面處理 光滑 貨號 00016 范圍 供應范圍覆蓋湖南省 永州市 長沙市、衡陽市、邵陽市、湘潭市、株洲市、張家界市、岳陽市、常德市、益陽市、懷化市、婁底市、湘西市、郴州市 零陵區、冷水灘區、祁陽市、東安縣、雙牌縣、道縣、江永縣、寧遠縣、藍山縣、新田縣等區域。 鋼管酸洗噴漆成本低廉,眾順鋼材(永州市分公司)為您提供鋼管酸洗噴漆成本低廉,聯系人:王經理,請聯系眾順鋼材(永州市分公司),發貨地:開發區匯通物流園B區172室。 湖南省,永州市 永州市,湖南省轄地級市,古稱零陵、雅稱“瀟湘”,于湖南南部,瀟、湘二水匯合處,地勢三面環山、地貌復雜多樣。截至2022年10月,永州市轄2個區8個縣,代管1個縣級市,總面積2.24萬平方千米。截至2022年底,永州市常住人口514.37萬人。
無論您是初次接觸還是已經熟悉,我們的鋼管酸洗噴漆成本低廉產品視頻將為您帶來全新的視覺體驗,讓您對產品有更深入的了解。
以下是:鋼管酸洗噴漆成本低廉的圖文介紹
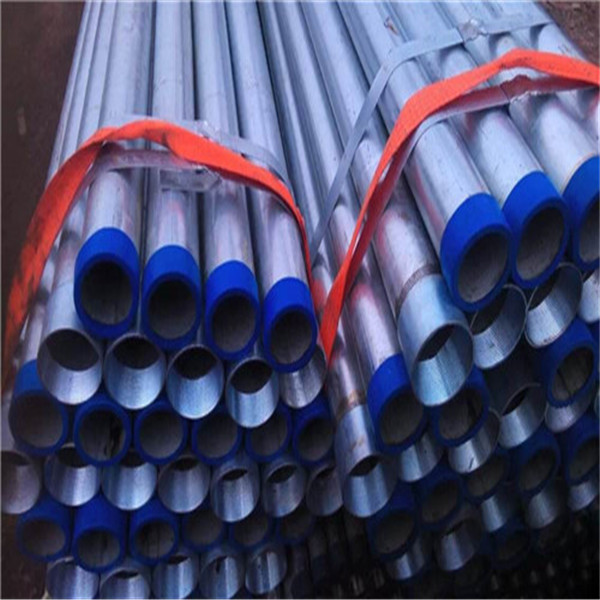
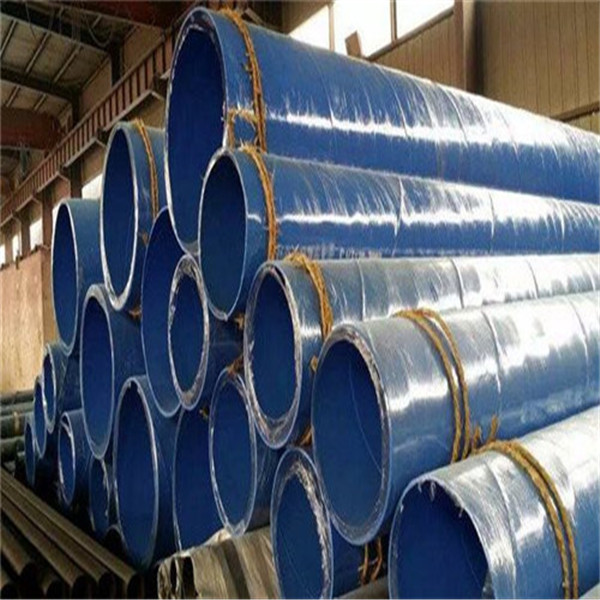
涂塑鋼管具有優良的耐腐蝕性和比較小的摩擦阻力。環氧樹脂涂塑鋼管適用于給排水、海水、溫水、油、氣體等介質的輸送,聚乙烯涂塑鋼管適用于排水、海水、油、氣體等介質的輸送。酸洗
通用顏色:黑色,灰色,藍色,紅色,白色,綠色涂層厚度:PE(改性聚乙烯)涂層厚度為400um—1000um,EP(環氧樹脂)噴涂厚度為100um-400um
涂覆方式:PE(聚乙烯)為熱浸塑EP,(環氧樹脂)為內外噴涂
產品規格:DN15—DN1660環境溫度:-30℃ 至120℃
連接方式:絲扣(DN15-DN100),溝槽(DN65-DN400),法蘭(適用任意口徑),焊接式,雙金屬連接,承插、管節、密封連接等
涂塑鋼管是采用PE(改性聚乙烯)進行熱浸塑或EP(環氧樹脂)進行內外涂覆的產品,具有優良的耐腐蝕性能。同時涂層本身還具有良好的電氣絕緣性,不會產生電蝕。吸水率低,機械強度高,摩擦系數小,能夠達到長期使用的目的。還能有效的防止植物根系及土壤環境應力的破壞等。連接便捷、維修簡便。
產品優點1.適應埋地和潮濕環境,并可以耐高溫和較低的溫度。
2.抗干擾能力強,如果涂塑鋼管作為電纜套管,可以有效屏蔽外界的信號干擾。
3.承受壓力強度好,壓強可達6Mpa。
4.絕緣性能好,作為電線的保護管不會發生漏電現象。
5.無毛刺、管壁光滑,適合施工的時候穿電線或電纜。
酸洗鈍化噴塑工藝流程
1、前處理:
目的:除掉工件表面的油污、灰塵、銹跡,并在工件表面生成一層抗腐蝕且能夠增加噴涂涂層附著力的“磷化層”。
主要工藝步驟:除油、除銹、磷化、鈍化。工件經前處理后不但表面沒有油、銹、塵,而且原來銀白色有光澤的表面上生成一層均勻而粗糙的不容易生銹的灰色磷化膜,既能防銹又能增加噴塑層的附著力。
2、靜電噴涂
目的:將粉末涂料均勻地噴涂到工件的表面上,特殊工件(包含容易產生靜電屏蔽的位置)應該采用高性能的靜電噴塑機來完成噴涂。
工藝步驟:
利用靜電吸附原理,在工件的表面均勻的噴上一層粉末涂料;
落下的粉末通過回收系統回收,過篩后可以再用。
3、高溫固化
目的:將工件表面的粉末涂料加熱到規定的溫度并保溫相應的時間,使之熔化、流平、固化,從而得到我們想要的工件表面效果。
工藝步驟: 將噴涂好的工件推入固化爐,加熱到預定的溫度(一般185度),并保溫相應的時間(15分鐘);開爐取出冷卻即得到成品。一般工件不同,加溫溫度與保溫時間也不同。
提示:加熱及控制系統(包括電加熱、燃油、燃氣、燃煤等各種加熱方式) + 保溫箱體=固化爐。
4、出爐冷卻
出爐冷卻是將噴塑過程的結果進行冷卻,使之回歸到正常溫度的一個過程。
5、裝飾處理
目的:使經過靜電噴涂 后的工件達到某一種特殊的外觀效果如:各種木紋、花紋、增光等。
工藝步驟:罩光;轉印等處理工藝 。
湖南永州眾順鋼材有限公司成立多年,集【無縫鋼管】研發、生產、銷售和服務于一體的實業型企業,公司主要研制【無縫鋼管】并可根據客戶圖紙或要求研制各種非標【無縫鋼管】。 以人為本、科學管理、技術優先、品質保障、誠信務實,取得國內外客戶的信賴與支持。 我們的目標是,讓我們的【無縫鋼管】產品和服務譽滿全球!
鋼管酸洗噴塑是將塑料粉末噴涂在工件上的一種表面處理方法,其工作原理在于將塑料粉末通過高壓靜電設備充電,在電場的作用下,將涂料噴涂到工件的表面,粉末會被均勻地吸附在工件表面,形成粉狀的涂層;而粉狀涂層經過高溫烘烤后流平固化,塑料顆粒會融化成一層致密的效果各異的終保護涂層;牢牢附著在工件表面。傳統技術上的一些鋼管噴塑裝置存在噴塑箱中的噴塑頭位置固定、難以調節的問題,容易造成操作困難、噴塑效果不好的情況;此外,鋼管的加料和烘干通常需要人工操作,帶來不便,降低工作效率。
聊城市眾順鋼材有限公司可按客戶需要的各種顏色加工,靜電噴涂、氟碳噴涂、噴砂、拋丸表面處理,適用于鑄件、大型結構件中,我公司生產線由前處理系統、噴粉中心、粉末烘干固化爐組成; 前處理全部采用德國漢高 Henkel 處理劑(鋅系磷化),可以處理冷軋鋼板、鍍鋅鋼板、鋁板等材料。工藝先進,環境友好;噴粉中心采用水平的德國瓦格納爾 Wagner 粉末靜電噴涂機,可以獲得更高質量的涂層;粉末固化爐采用油加熱溫控系統,可以控制爐溫和保溫時間;其中7米固化爐可以加工超長的特殊工件;整個噴涂生產線工藝布局合理,物流通暢,科技先進,確保達到每個客戶的要求。產品表面美觀,牢固,耐用。
鋼管酸洗鈍化噴漆
鋼管酸洗鈍化工藝流程:
水洗→脫脂去油→水洗→第二次去油→熱水洗→酸洗→水洗→中和→水洗→******鉻酐浸漬第二次去灰→水洗→鈍化→熱水洗→干燥→檢查→密封→刷底漆→保管具體過程
水洗:用壓力不低于0.5MPa的常溫水沖洗管子內外壁污泥一脫脂去油;用3%的苛性鈉溶液加溫到80℃浸漬2h→水洗;用壓力不低于0.5MPa的常溫水沖洗→第二次脫脂去油;用磷酸三鈉、碳酸鈉、水玻璃、石油黃酸6%加熱至70~90℃浸漬30min→熱水洗;用50℃~60℃溫水浸漬3~5min→酸洗;用15%的硫酸和0.2%的抑制劑溶液在常溫下浸漬2h→水洗;用不低于0.5MPa壓力的水沖洗管子內外壁的殘余酸液和墨灰,使PH值達到6~7,沖凈為止→中和;用5%~6%碳酸鈾在常溫條件下浸漬10~15min→水洗;條件同上→******18%→鉻酐5%~6%浸漬1~2min去灰→鉻酐20%→25%浸漬1~2h第二次去灰→水洗;在常溫條件下浸漬2~3min,→鈍化;用亞******鈉5%~6%,氫氧化鈉3%動態浸漬10~15min→熱水洗;用50℃—60℃的熱水上下反復浸漬15min→干燥;用潔凈的熱壓縮空氣快速干燥→檢驗;目測檢查管子內外表面,可用手電筒照射或解剖檢查管子內腔也可用白布擦拭,無明顯的鐵銹和黑灰→封口;管子先包一層塑料布再包一層再生布→刷底漆;立即刷遍底漆→保管;無縫鋼管酸洗鈍化把酸洗鈍化后的管子堆放在干燥通風良好的地方,防止空氣濕度過大或淋雨,以免再次生銹。
鋼管酸洗噴漆成本低廉,眾順鋼材(永州市分公司)專業從事鋼管酸洗噴漆成本低廉,聯系人:王經理,電話:【13465768738】、【15954928969】,發貨地:開發區匯通物流園B區172室,以下是鋼管酸洗噴漆成本低廉的詳細頁面。














